![]() ISSN 0798 1015
ISSN 0798 1015

![]() ISSN 0798 1015
ISSN 0798 1015
Vol. 38 (Nº 17) Año 2017. Pág. 24
Rafael Pellizzoni de OLIVEIRA 1; Stéfano Frizzo STEFENON 2; Nathielle Waldrigues BRANCO 3; Joaquim Rodrigo de OLIVEIRA 4; Ronaldo Carlos ROHLOFF 5
Recibido: 16/10/16 • Aprobado: 18/11/2016
3. Procedimentos Metodológicos
4. Reestruturação no Layout de Produção
RESUMO: A administração da produção trata da maneira pela qual as organizações produzem bens e serviços. O sistema Toyota de produção (Lean Manufacturing) tem revolucionado este modelo de gestão, acarretando resultados expressivos em ambientes industriais. O presente artigo apresenta a aplicação da ferramenta Lean Manufacturing chamada Mapa de Fluxo de Valor, mostrando o estado atual e o estado futuro, em uma indústria moveleira. São mostrados também os procedimentos utilizados para a elaboração do Mapa de Fluxo de Valor atual e futuro, as modificações feitas no processo produtivo, os benefícios alcançados, as oportunidades de melhoria, bem como a redução do Lead Time no processo produtivo. Notam-se valores expressivos de redução de estoques e do lead time, conforme apresentado neste trabalho. |
ABSTRACT: The production management is the way in which organizations produce goods and services. The production system Toyota (Lean Manufacturing) has revolutionized this management model, resulting in significant results in industrial environments. This article presents the implementation of Lean Manufacturing tool called Value Stream Map, showing the current state and the future state in a furniture industry. Also are shown the procedures used for the preparation of the current Value Stream Map and future changes made in the production process, the achieved benefits, opportunities for improvement, as well as reducing the lead time in the production process. They are making significant amounts of inventory reduction and lead time, as shown in this work. |

A administração da produção trata da maneira pela qual as organizações produzem bens e serviços. Entende-se por função da produção a reunião de recursos destinados a atividade fim, bem como a administração da produção corresponde as atividades, decisões e responsabilidades dos gerentes técnicos (SLACK, CHAMBERS e JOHNSTON, 2002). Sob a ótica dos princípios de gestão para um crescimento duradouro, através do sistema Toyota, a automação industrial deve sempre incluir o elemento humano, em referência a mecanismos que evitem que máquinas apresentem defeitos e parem automaticamente a produção quando há falha na produção (HINO, 2009).
A filosofia do Lean aponta cinco princípios originais, criados e aplicados pela Toyota, para orientar a cadeia produtiva de modo a aumentar a produtividade e eliminar os desperdícios. Especificar o valor: especificar de forma precisa o valor do ponto de vista do cliente; Fluxo do valor: identificar o fluxo do valor no conjunto de ações que abrange o fluxo de material e de informações desde a matéria-prima até o consumidor; Fluxo Contínuo: fazer com que o valor seja identificado e flua; Produção Puxada: deixar que o consumidor puxe o valor. Perfeição: buscar incansavelmente a perfeição. A aplicação desses conceitos requer da organização, uma forma nova de pensar sobre o papel da empresa, funções e carreiras para canalizar o fluxo de valor, da concepção ao lançamento, do pedido à entrega, da matéria prima às mãos do cliente (WOMACK et. al, 2004).
Ao contrário do que muitos pensam, os conceitos relacionados a sistemas produtivos Lean não requerem necessariamente operações manuais. Para atingir a fluidez necessária em um processo puxado, elemento indispensável para a aplicação Lean, a aplicação de um certo nível de automação industrial é absolutamente necessária.
A aplicação de uma ferramenta de MFV (mapa do fluxo de valor) utilizando as técnicas de produção enxuta, Lean Manufacturing, contribui para a redução do lead time no processo produtivo e para minimizar os desperdícios de tempo e matéria prima no processo de manufatura moveleira.
Uma importante ferramenta para visualização de oportunidades de melhoria em processos produtivos industriais é o mapeamento do fluxo de valor. Esta ferramenta é aplicada através de análises do estado atual do processo, para assim obter-se a real situação do processo, para depois serem apresentadas melhorias, através do mapa de estado futuro do processo (ROTHER e SHOOK, 1999).
A elaboração de um MFV de estado atual tem com premissas o conhecimento da sequência de processamento, valores de produtividade e demanda, a contagem dos estoques de matéria prima a ser trabalhada, os estoques intermediários em processamento, os estoques de produtos acabados e os tempos gastos com processos que agregam e que não agregam valor ao produto.
O MFV de Estado Futuro retrata os ganhos obtidos através da aplicação de ferramentas Lean no processo de manufatura e o estado atual da linha de produção bem como o novo lead time do processo produtivo modificado. Aponta também os novos índices de redução de estoques e os novos tempos de beneficiamento do produto no processo produtivo.
Tais ferramentas prospectam a utilização do Lean manufacturing em processos produtivos, aliado à automação industrial, como ferramenta estratégica para reorganização de processo e redução de desperdícios.
Desta forma, o presente trabalho visa aplicar as ferramentas de Lean Manufacturing ao processo produtivo em indústria moveleira e discutir os resultados do projeto.
Um sistema pode ser definido, conforme Chiavenato (1983) e Ballestero-Alvarez (1990), como um conjunto de partes, elementos ou órgãos interagentes e interdependentes que juntos formam um todo unificado, e que efetuam uma atividade ou função para atingir um ou mais objetivos ou propósitos.
Um sistema de produção é definido como um conjunto de atividades inter-relacionadas envolvidas na produção de bens ou de serviços (MOREIRA, 2000).
Sistemas empurrados de produção são sistemas onde a produção é controlada por um sistema central de planejamento que considera previsões como futuras demandas (GSTETTNER e KUHN, 1996) ou ainda, segundo Spearman et al (1990), são sistemas onde as etapas da produção são programadas, pré-definidas. De acordo com Huang et al (1998), em um sistema empurrado, uma operação anterior do processo de produção produz sua parte sem esperar a requisição da operação imediatamente posterior. Segundo Bonney et al (1999), citado por Fernandes e Godinho Filho (2007), o sistema empurra a produção quando o fluxo de materiais tem a mesma direção do fluxo de informação.
Segundo Tubino (1999), a produção puxada é um sistema em que cada etapa do processo deve produzir somente quando um processo posterior, ou cliente final solicite, tornando-se uma forma de controlar a produção entre os fluxos.
As empresas não podem mais se basear apenas na produção planejada nos escritórios, e depois distribuir ou empurrar os produtos para o mercado. Tornou-se uma situação corriqueira para os clientes e consumidores, cada um com valores diferentes, que eles fiquem na linha de frente do mercado e, por assim dizer, puxem as mercadorias, na quantidade e na hora que realmente necessitem” (OHNO, 1997, p.54).
A troca rápida de ferramentas (TRF) é um artifício usado para redução dos tempos de preparação de equipamentos, possibilitando a produção econômica em pequenos lotes. Com a utilização da TRF, o tempo em que o equipamento encontra-se indisponível no processo de produção, possibilitando à empresa resposta rápida a uma mudança no processo produtivo. Outra vantagem da TRF é em relação aos tamanhos dos lotes fabricados, o que geralmente exige baixos investimentos no processo produtivo (SHINGO, 2000).
“Gargalo é qualquer obstáculo no sistema produtivo que restringe e determina o seu desempenho e a sua capacidade de obter uma maior rentabilidade. Em um processo produtivo, o gargalo é a etapa com menor capacidade produtiva e que impede a empresa em atender plenamente a demanda por seus produtos. Por outro lado, a existência de níveis excessivos de capacidade produtiva em algumas etapas não-gargalos em relação à etapa gargalo, resultam em investimentos ociosos, que influenciam negativamente o desempenho da empresa. Assim, aumentar a capacidade produtiva da etapa gargalo e/ou redimensionar os investimentos ociosos nas etapas não-gargalos, podem constituir decisões estratégicas capazes de promover um maior retorno sobre o investimento” (PAULA PESSOA, 2003).
Segundo Ohno (1997), o significado de desperdícios, é uma atividade humana que absorve recursos, mas não gera valor agregado. O supracitado autor considera o esforço gasto para se produzir um bem como sendo um trabalho real, somado aos desperdícios. A eliminação completa desses desperdícios vai aumentar a eficiência de operação. Na Figura 01 são apresentados os desperdícios citados.
Figura 01 – Os sete desperdícios.
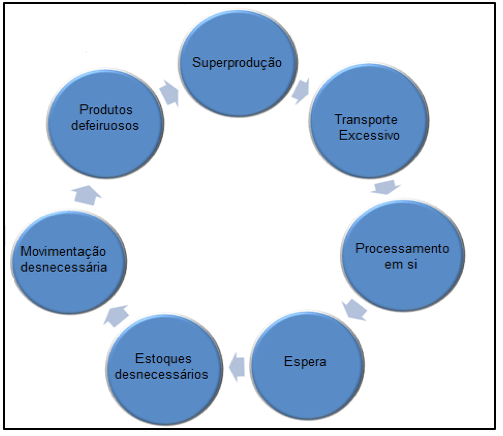
Fonte: Autor (2015).
Ohno (1997), classifica os sete tipos de desperdícios do Sistema Toyota de Produção:
O mapa de fluxo de valor é uma ferramenta que visa agregar conceitos e técnicas ao invés de implantar alguns processos isolados de melhoria, sem qualquer coordenação entre si (GONÇALVES e MIYAKE, 2003).
Rother e Shook (1999) definem fluxo de valor como toda ação, que agrega ou não valor, necessária para que um produto passe por todos os processos necessários à etapa de produção. Além do fluxo de material, que é o movimento de materiais dentro da fábrica, deve-se levar em consideração, com a mesma importância, o fluxo de informação, que é responsável por avisar para cada processo o que fabricar e quando fabricar.
Jones e Womack (2004) diz que o mapeamento do fluxo de valor em um processo produtivo resume-se na observação direta do fluxo de informação e de materiais conforme eles ocorrem. O principal objetivo do mapa de fluxo de valor é conseguir uma visualização clara do processo produtivo bem como seus desperdícios. A modelagem do mapa de fluxo de valor é feita através de símbolos pré-definidos.
Aplicar procedimentos que levam a produção enxuta consiste em uma mudança de paradigmas no processo produtivo. A ferramenta de MFV é aplicada com base no estado atual do processo produtivo.
As etapas para elaboração de um MFV de estado atual e futuro, consistem em vários procedimentos que agrupados e analisados dão forma aos mapas de fluxo de valor.
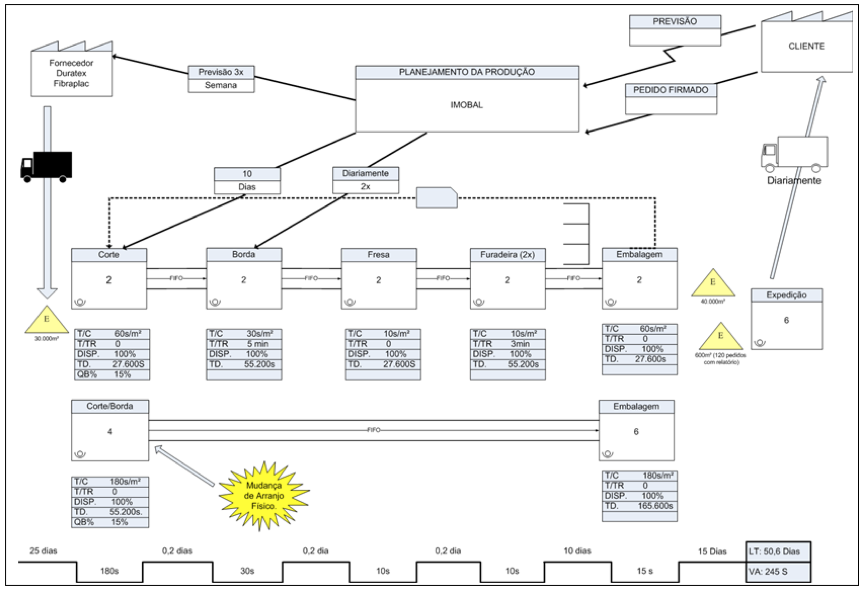
O MFV foi aplicado em uma indústria moveleira do Oeste Catarinense. A atividade principal da empresa é o processamento de chapas de MDF, Medium-Density Fiberboard, ou em português, placa de fibra de madeira de média densidade, tendo como produto final uma diversidade de móveis domésticos e de escritório. O processo produtivo envolve etapas como corte, furação, cola de borda, fixação de dobradiças e puxadores e pré-montagem. Dentre as matérias-primas utilizadas tem-se puxadores, dobradiças, parafusos bordas e principalmente o MDF. Todo o processo produtivo é baseado em famílias de produtos, ou seja, existe uma produção seriada de todos os modelos oferecidos ao mercado. Em uma escala menor, são produzidos móveis chamados de especiais. Os especiais são encomendas com número limitado de unidades e que não compões o portfólio anunciado ao mercado. O mapeamento atual do processo produtivo é mostrado na Figura 02.
Figura 02 – Mapa do fluxo de valor atual
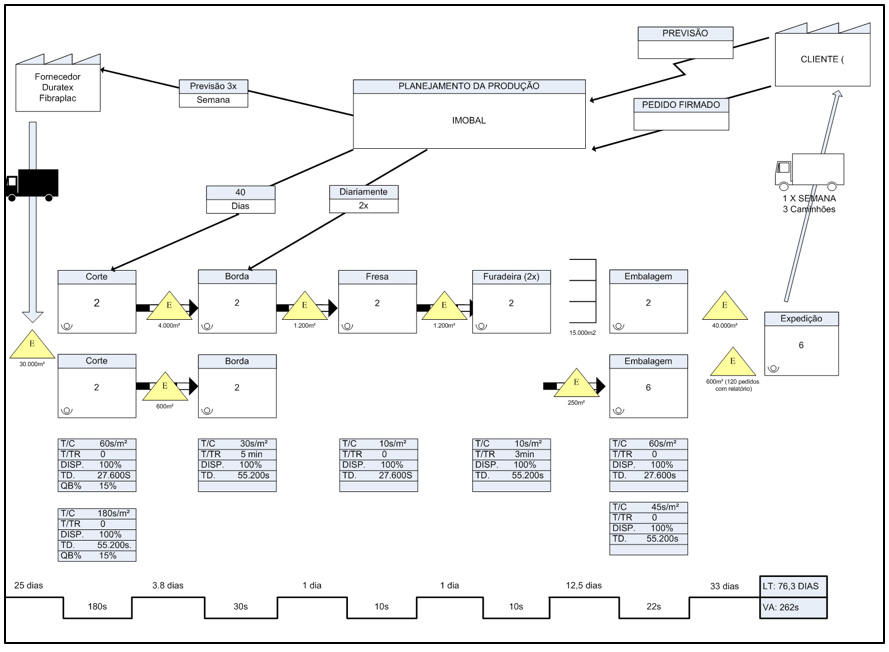
Fonte: Autor (2015).
Um dos primeiros itens a serem averiguados na montagem do MFV do estado atual e a entrega da matéria prima a ser utilizada no processo produtivo. Verificou-se que a indústria em questão recebia sua principal matéria prima em três entregas semanais de lotes grandes. Cada lote era constituído por 10.000m² de chapas de MDF, com distintas espessuras. As entregas nesses moldes demandavam uma grande variação nos níveis de estoque observando também o grande espaço alocado para o armazenamento da matéria prima recebida. O atual gerenciamento da produção entende que 30.000m² é considerado o seu estoque de segurança, sendo que com a atual demanda da indústria, este volume de matéria prima é equivale a 25 dias de produção.
A contagem dos estoques intermediários, estoques alojados entre um processo e outro dentro da linha de produção, consistem em mais uma etapa que compõe os requisitos necessários para a elaboração do MFV do estado atual.
Figura 03. Flutuação do estoque.
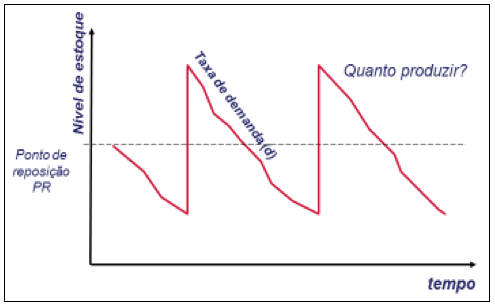
Fonte: Autor (2015).
Com base na contagem dos estoques, elabora-se um gráfico demonstrando a oscilação do estoque total com os níveis mínimos e máximos. Este gráfico tem por objetivo apresentar o ponto de reposição como mostrado na Figura 03.
Após a contagem dos estoques inicia-se o processo e de coleta de dados das etapas de produção. Todo o processo de produção é avaliado e mensurado, em tempo e quantidade, para compor as informações necessárias para a elaboração do MFV de estado atual. A seguir descreve-se as etapas do processo produtivo avaliado.
Figura 04. Corte de chapas

Fonte: Autor (2015).
Figura 05. Cola de bordas

Fonte: Autor (2015).
Trabalhando nesse ritmo, ao final do processamento tem-se 1.200m² de estoque intermediário para o próximo processo, que corresponde a um dia de atividades da indústria. A Figura 06 mostra a máquina responsável pela etapa de fresagem. Observa-se que existe pouco acúmulo de estoque intermediário.
Figura 06. Fresagem

Fonte: Autor (2015).
Figura 07. Furação

Fonte: Autor (2015).
Figura 08. Estoque intermediário

Fonte: Autor (2015).
Figura 09. Embalagem e expedição

Fonte: Autor (2015).
Um dos fatores que proporcionam um estoque elevado de produtos em processamento é a forma desordenada com que os processos de manufatura ocorrem nesta indústria. A seguir, destacam-se os principais problemas encontrados e as modificações realizadas para corrigi-los.
Como solução, para sanar essa incompatibilidade com a filosofia de produção enxuta, foi adotado um software chamado Corte Certo, o qual permitiu adequar a ordem de corte e o melhor aproveitamento de cada chapa.
Identificou-se que durante as várias etapas do processo produtivo havia movimentação desnecessária de matéria prima nas dependências da indústria. O estoque inicial, chapas não trabalhadas, é armazenado em um ambiente paralelo a linha de produção. Este espaço está aproximadamente um metro abaixo do nível do piso onde se encontram os equipamentos do processo produtivo. O principal problema ocasionado por este desnível é a necessidade de utilizar uma empilhadeira para a colocação das chapas a disposição do processo de corte.
Como medida corretiva para este problema, nivelou-se os dois pisos facilitando a alimentação do processo de corte onde a empilhadeira foi substituída por uma paleteira que consegue alcançar facilmente as maquinas de corte.
Outro problema, era que os equipamentos seccionadores tinham sua disposição de forma serial que dificultava o acesso a mesa de corte. Após a modificação, as mesas de corte sofreram um giro de 90º e a alimentação das mesmas passou a ser feita de forma paralela. Outro procedimento adotado foi a readequação no processo de estocagem de matéria prima já disposta em um conceito de FIFO.
Os equipamentos que efetuam a operação de cola de borda estavam dispostos em extremidades da área de produção sendo necessário o uso de um transportador manual para deslocar as peças já cortados até a próxima etapa do processo. A nova disposição das máquinas de cola de borda permitiu uma melhor visualização e adequação do processo para uma filosofia de linha de produção e de processo puxado baseado em kanban. Com a proximidade física dos equipamentos eliminou-se o espaço utilizado anteriormente para estoque intermediário. O processo de movimentação desnecessária de matéria prima pode ser observado na Figura 10.
Figura 10. Movimentação desnecessária

Fonte: Autor (2015).
Para o processo de fresagem, apenas foi adotado o FIFO para manter a ordem dos produtos a serem processados contribuindo para eliminar a possibilidade de um produto não ser entregue para expedição por faltar apenas um componente que não foi trabalhado por desrespeito ao FIFO.
O processo feito pela furadeira era estocar várias peças que receberiam o mesmo tipo de furação. O estoque intermediário antes desta atividade fazia com que o operador passasse parte do tempo disponível apenas organizando pilhas de peças a serem furada com o mesmo padrão e assim, a máquina. A furadeira estava ociosa por todo este tempo. Verificou-se também que, em várias oportunidades, eram geradas horas extra para diminuir as pilhas de peças esperando por furos, peças estas que estavam faltando para completar o produto final, conforme gráfico da Figura 11.
Figura 11. Sistema de identificação de produtos a serem embalados.
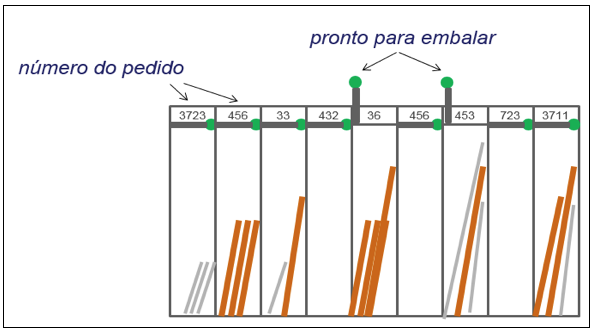
Fonte: Autor (2015).
A alegação do operador para tal procedimento baseia-se na explicação de que perde-se muito tempo com a troca das bitolas de brocas e o ajuste das distâncias entre os furos em peças distintas. Para a adequação deste processo produtivo, FIFO para dar a prioridade adequado ao processamento de cada peça com a diminuição dos lotes a serem processados evitando o estoque desnecessário antes do processo e a movimentação volumosa de produtos inacabados. Também, neste processo, adotou-se o conceito de Poka Yoke, onde um gabarito foi gerado para impedir que diâmetros errados de brocas fossem utilizados durante os processos de setup. Para contribuir com o processo de setup, adotou-se paralelamente ao Poka Yoke um treinamento baseado em TRF (Troca Rápida de Ferramentas) tendo por objetivo reduzir o tempo de preparação de equipamentos, minimizando períodos não-produtivos no chão-de-fábrica.
A segunda máquina de cola de bordas envia as peças acabadas diretamente para o processo de embalagem. O principal problema encontrado foi o tempo gasto com a procura de peças que compões um produto. Para minimizar esse problema adotou-se um rack acessível dos dois lados onde um indicador visual através de cores indica que todas as peças que compões um pedido já estão prontas para serem embaladas.
O Mapa de Fluxo de Valor do estado futuro é a base para a tomada de decisão referentes às alterações de processos e layouts. Foi elaborado o Mapa de Fluxo de Valor do estado futuro com base no novo layout adotado para o processo produtivo, apresentado na Figura 12.
Figura 12 – Mapa do fluxo de valor futuro
Fonte: Autor (2015).
O mapa de fluxo de valor de estado futuro apontou as modificações necessárias no processo produtivo porém, para que se tenha os ganhos esperados, faz-se necessário uma reestruturação na disposição dos equipamentos envolvidos no processo de manufatura. As alterações no processo produtivo iniciaram-se pelo corte de chapas. Neste processo, com o novo layout, uma das máquinas seccionadoras ficou com dedicação exclusiva às peças que, após a etapa de cola de bordas, são destinadas a embalagem. A outra seccionadora passou a cortar as peças que além da cola de borda sofreram processos de furação e fresagem. A mudança do arranjo físico é apontada na Figura 12. Esta primeira alteração gerou mudanças no processo produtivo aplicando-se o conceito de FIFO, fist in – first out, primeiro que entra é o primeiro que sai, eliminando o estoque intermediário entre processos. Com a mudança física ocorrida nos equipamentos de corte e cola de bordas, criou-se a necessidade de adequação física dos demais equipamentos do processo e para isso elabora-se duas linhas de processamento, uma composta de corte e cola de borda e outro composta por corte, cola de borda, fresagem e furação. Para a linha com maior número de processos implantou-se FIFO entre os processos de corte, cola de bordas, fresagem e furação. A transição do processo de furação para o processo de embalagem deu-se através a implantação de um supermercado, Figura 13, onde o controle da quantidade de itens em prateleira é feito através de cartão kanban enviado do processo de embalagem para o processo de corte. As áreas destinadas a embalagem e a expedição não sofreram alteração de layout.
O Mapa de Fluxo de Valor de estado futuro, Figura 12, mostra claramente os benefícios alcançados com as modificações propostas. O planejamento da produção anteriormente feito para 40 dias passou a ser de 10 dia trazendo uma maior flexibilidade a manufatura de produtos sazonais. O processo de transição entre as etapas de corte e cola de borda foi reduzido de 3,8 dias para apenas 0,2 dias com a implantação de FIFO entre os processos. As etapas de fresagem e furação que juntas representavam 2 dias agora passaram para 0,4 dias. O supermercado anterior ao processo de embalagem passou a ser de 10 dias e não mais 12,5 dias. Como resultado positivo a reestruturação do processo produtivo reduziu o lead time de 76,3 dias para 50,6 dias.
O Mapa de Fluxo de Valor do estado atual, Figura 03, apresenta os estaques intermediários entre processos onde tem-se 4600m² de chapas de MDF entre corte e a cola de borda, 1200m² entre a cola de borda e a fresagem, 250m² entre a cola de borda 2 e a embalagem, 1300m² entre a fresagem e a furadeira e 15000m² entre a furadeira e a embalagem. Com a adoção do sistema de produção FIFO, os estoques intermediários entre os processos passam a ser desprezíveis. O supermercado entre o processo de e o processo de embalagem permanece porém, inseriu-se o sistema de cartão kanban informando quando e quanto deve ser cortado na etapa de corte.
O estudo e a aplicação de técnicas específicas para ambientes de produção e a aplicação de ferramentas para o gerenciamento de manufatura como mapa de fluxo de valor, troca rápida de ferramenta e a eliminação de desperdícios entre outros trazem resultados positivos para os processos produtivos com ganhos significativos de tempo de processamento e aproveitamento da matéria prima.
Este artigo apresentou a aplicação de uma ferramenta Lean, mapa de fluxo de valor, para análise de um processo produtivo atual em uma indústria moveleira.
Tendo como base os resultados apresentados pelo mapa de fluxo de valor atual, foi proposto mudanças no processo produtivo que vieram a diminuir em mais de 40% o lead time na produção, redução nos níveis de estoque de mais de 50%, demonstrado pelo mapa de fluxo de valor de estado futuro.
Tem-se um cenário totalmente distinto entre o mapa de fluxo de valor atual e o mapa de fluxo de valor futuro onde o mapa de fluxo de valor futuro expressa os reais ganhos ocorridos após a implantação das melhorias descritas neste artigo.
Estima-se que com estas melhorias no processo de manufatura reduz-se em aproximadamente 22.000m² de chapas de MDF em estoques intermediários. Atualmente a média de custo de uma chapa de MDF gira em torno de R$ 250,00 implicando na redução de mais de R$ 1.000.000 de capital financeiro parado no processo produtivo que, multiplicados pelo valor agregado ao produto acabado pode chegar a mais de R$ 3.000.000, a cada 76 dias.
Ballestero-Alvarez, M. E. (1990). Organização, sistema e métodos. McgrawHill, São Paulo.
Bonney, M. C.; Zhang, Z.; Head, M. A.; Tien, C. C.; Barson, R. J. (1999). Are push and pull systems really so different? International journal of Production Economics. v.59, n.1, p.53-64.
Chiavenato, I. (1983). Introdução à Teoria Geral da Administração. 3 ed. Mc Graw-Hill, São Paulo.
Fernandes, F.C.F.; Godinho Filho, M. (2007). Sistemas de Coordenação de Ordens: Revisão, Classificação, Funcionamento e Aplicabilidade. Revista Gestão e Produção, vol. 2, n. 4, pp. 337-352.
Gonçalves, M. S.; Miyake, D. I. (2003). Fatores Críticos para a Aplicação do Mapeamento do Fluxo de Valor em Projetos de Melhorias. Boletim Técnico da Escola Politécnica da USP. EPUSP, São Paulo.
Gstettner, S., e Khun, H. (1996). Analysis of production controlsystems Kanban and CONWIP. International Journal of Production Research, v.34, p. 3253.
Hino, S. (2009). O pensamento Toyota: princípios de gestão para um crescimento duradouro. Ed. Bookman, Porto Alegre.
Huang, M.; Wang, C.; IP, W. H. (1998). Simulation and comparative study of the CONWIP, Kanban and MRP production control systems in a cold rolling plant. Production Planning and Control. v.9, n.8, p. 803-812.
Moreira, D. A. (2000). Administração da Produção e Operações. 5 ed., Pioneira, São Paulo.
Ohno, T. (1997). O Sistema Toyota de Produção: Além da produção em larga escala. Bookman, Porto Alegre.
Pessoa, P. F. A. (2003). Gestão Agroindustrial. Fortaleza: Embrapa Agroindústria Tropical.
Rother, M.; Shook, J. (1999). Aprendendo a Enxergar: mapeando o fluxo de valor para agregar valor e eliminar o desperdício. Lean Institute Brasil, São Paulo.
Shingo, S. (2000). Sistema de troca rápida de ferramenta. Ed. Bookman, Porto Alegre.
Slack, N.; Chambers, S.; Johnston, R. (2002). Administração da produção. 2 ed. Ed. Atlas, São Paulo.
Spearman, M. L.; Woodruff, D. L.; Hopp, W. J.: Conwip. (1990). A pull alternative to Kanban. International Journal of Production Research. v.28, n.5, p. 879-894.
Tubino, D. F. (2009). Planejamento e Controle da Produção: Teoria e Prática. 2 ed. Atlas, São Paulo.
Womack, J. P.; Jones, D. T.; Ross, D. (2004). A Máquina que Mudou o Mundo: baseado no estudo do Massachusetts Institute of technology sobre o futuro de automóvel. Tradução Ivo Korytowski. Rio de Janeiro: Elsevier.
1. Especialista em Engenharia de Automação (SENAI). Professor do curso de Engenharia Elétrica na UNIPLAC.
2. Mestre em Engenharia Elétrica (FURB), Coordenador do curso de Engenharia Elétrica na UNIPLAC. stefanostefenon@gmail.com
3. Mestranda em Mecatrônica (IFSC).
4. Doutorando em Engenharia de Produção (UFSC) e professor na UNIPLAC.
5. Doutorando em Engenharia Mecânica (UFSC) e professor no SENAI.