![]() ISSN 0798 1015
ISSN 0798 1015

![]() ISSN 0798 1015
ISSN 0798 1015
Vol. 38 (Nº 03) Año 2017. Pág. 6
Ana Paula do Amaral ADAMY 1; Thiago Eliandro de Oliveira GOMES 2; Odair STORCK 3; Roselaine Ruviaro ZANINI 4; Leandro Cantorski DA ROSA 5
Recibido: 02/08/16 • Aprobado: 13/09/2016
2 Controle Estatístico da Qualidade
RESUMO: Sustentar um padrão de qualidade que atenda as expectativas dos clientes e bons índices de produtividade, não são tarefas fáceis para as indústrias. Ferramentas estatísticas de controle da qualidade como o Controle Estatístico de Processo (CEP) são grandes aliados das empresas nessas questões. Desta forma, o trabalho teve como objetivo identificar a melhor forma de aplicação do CEP em uma empresa metalmecânica, para que a mesma reunisse condições para atender os padrões de qualidade exigido por seus clientes. A partir da análise do processo de fabricação de um determinado produto, foram aplicadas as cartas de controle para medidas individuais e amplitude móvel, além da determinação do índice de capacidade do processo. Os resultados obtidos demonstraram a facilidade de operacionalização da ferramenta e comprovaram a sua eficácia para o monitoramento de características de interesse em um processo produtivo. |
ABSTRACT: Sustaining a quality standard that meets customer expectations and good productivity rates are not easy tasks for industries. Tools quality control statistics such as Statistical Process Control (SPC) are great allies of the companies on these issues. Thus, the study aimed to identify the best way of implementing the SPC in a metalworking company, so that it would bring together conditions to meet the quality standards required by its customers. From the analysis of a product manufacturing process control charts were applied to individual measurements and moving range, in addition to determining the process capability index. The results demonstrated the ease of operation of the tool and have proven their effectiveness for monitoring features of interest in a production process. |

A qualidade dos produtos tornou-se fator de decisão na maioria das negociações, tendo em vista que para o consumidor, o fator qualidade tem a mesma importância que custo e prazo de entrega (MONTGOMERY; RUNGER, 2012). Muito além do que a maioria das empresas considera a respeito da qualidade, meio de manter-se competitiva no mercado, ela passa também a representar uma forma de gerenciamento e de melhoria dos processos, deixando de ser apenas uma alternativa de evitar erros (SLACK et al., 2008).
Gaither e Frazier (2005) afirmam que a compreensão de qualidade evoluiu com o tempo, passando a ser vista como impulsionadora da produtividade, focada em produzir certo pela primeira vez, sem defeitos, eliminando desperdícios e reduzindo custos. Desta forma, na visão dos autores, os custos diminuem à medida que a qualidade e a produtividade aumentam, o que acaba fazendo com que os programas de gestão da qualidade sejam adotados pelas empresas por conta de proporcionarem o melhoramento da produtividade.
No âmbito do controle da qualidade em processos industriais, uma das principais formas de redução dos custos na produção, é por meio do aprimoramento do sistema de controle de processos, parte essencial do sistema geral de negócios, contribuindo para avanço da qualidade e da confiabilidade, por meio da monitoração e controle, com o emprego de ferramentas e técnicas estatísticas (SANTOS; ANTONELLI, 2011; SOUZA; PEDRINI; CATEN, 2014).
Sob o enfoque da redução de custos e desperdícios, o Controle Estatístico de Processo (CEP), na visão de Souza, Pedrini e Caten (2014, p. 882), é uma “coleção de técnicas que apresentam como objetivo detectar e facilitar a identificação de problemas para reduzir a variabilidade dos processos” vem a contribuir para o controle e/ou melhoria dos processos produtivos. Para Rosa (2015) o CEP, apresenta a estabilidade no atendimento da qualidade decorrente do processo de entradas e saídas, permitindo a atuação do produtor de forma corretiva ou preventiva durante esse processo de transformação.
A abordagem do CEP também vem sendo utilizada pelo cliente, como forma de monitorar a qualidade do produto que está recebendo. Conforme Korzenowski, Werner e Caten (2014), as empresas têm realizado estudos de capacidade do processo por ser requisito demandado pelos clientes para certificação da qualidade. No entanto, os autores ressaltam, que a exigência dos clientes de que o processo seja capaz, faz com que não haja a preocupação de melhoria do processo, mas sim de promover o atendimento do desejo dos clientes.
O presente estudo de caso realizado em uma empresa metalmecânica da região norte do Rio Grande do Sul, teve como objetivo avaliar certo processo produtivo da empresa em estudo, no intuito de identificar a melhor forma de aplicação do CEP, a fim de atender as suas necessidades para com seus clientes. Para tanto, primeiramente foi realizado um mapeamento do processo em estudo, a fim de conhecer as etapas críticas de monitoramento. Após buscou-se verificar as cartas de controle mais adequadas às características dos dados coletados no processo e o desempenho do processo, e por fim, foi sugerido um roteiro para aplicação do CEP na empresa.
A qualidade do produto é determinada pela interação entre qualidade do projeto e qualidade de conformidade. A primeira refere-se aos níveis de desempenho e confiabilidade empregados no desenvolvimento do projeto, oriundos de decisões da gerência e engenharia; e a outra, está relacionada à redução da variabilidade e eliminação dos defeitos na fabricação (MONTGOMERY; RUNGER, 2012).
Para atingir a qualidade nos produtos, de forma que não cause a impossibilidade de utilização do produto adquirido pelo consumidor, é necessário evitar custos da não qualidade dos produtos, que normalmente são relacionados à falha na produção, gerada por ineficiência ou não utilização das ferramentas da qualidade. A melhoria da qualidade agregada ao processo de produção vem se tornando um desafio e ao mesmo tempo um diferencial para as empresas.
Para Montgomery e Runger (2012), o controle estatístico da qualidade envolve a união de métodos de estatística e engenharia por meio da criação de ferramentas, que permitem realizarem a monitoração, o controle e a melhoria da qualidade, sendo uma delas o CEP, surgindo a partir dele, a concepção de que o processo de fabricação deve ser estável e capaz de ser repetido e operado com pouca variabilidade em relação ao objetivo/produto final que se deseja obter.
Conforme Rosa (2015, p. 24), “o resultado do processo precisa atender as exigências de um cliente, mediante o atendimento às várias características da qualidade, e que por isso o processo deve apresentar estabilidade”. O autor afirma que, por meio de dados de desempenho do processo, o CEP procura estudar as características do mesmo, no intuito de fazê-lo comportar-se de certo modo, fazendo com que se obtenham vantagens como: alcance de um elevado padrão de qualidade, redução nos custos de produção, maior consistência e previsibilidade.
Para Ignácio (2010), o CEP, aplicado na indústria, possibilita auxiliar o fornecimento de informações, possibilitando a elaboração de um diagnóstico de prevenção e detecção de falhas, assim, assessorando a tomada de decisão, evitando desperdícios e, consequentemente, aumentando a produtividade. Souza, Pedrini e Caten (2014) afirmam que a ferramenta tem como intenção detectar e facilitar a identificação de problemas, por meio uma coleção de técnicas, que são essenciais nas atividades de melhoria da qualidade, a fim de se obter a redução da variabilidade dos processos.
Madanhire e Mbohwa (2016), afirmam que quando o CEP é utilizado corretamente, permite que o fabricante evite problemas, controle sua produção e processos e, finalmente, aumente os lucros e a satisfação de seus clientes. Azizi (2015) reconhece em seus estudos, que a ausência de indicadores de medição de produtividade adequados faz com que a empresa desconheça o desempenho da sua linha de produção. Esse fato acaba contribuindo para a manutenção de processos instáveis e incontroláveis, aumentando a produção de produtos não-conformes, afetando o desempenho global da produção.
Conforme Henning et al. (2014a), é por meio dos gráficos de controle que o CEP acontece, dado que os mesmos são utilizados para acompanhar o desempenho de um processo a partir da definição de uma faixa de controle aceitável, possibilitando a análise de tendências e padrões que venham a ocorrer ao longo do tempo.
Para a aplicação de gráficos de controle, primeiramente, deve-se considerar que em qualquer processo de produção, mesmo sendo bem projetado e monitorado, sempre existirá certa variabilidade inerente ou natural, que normalmente é consequência da soma de causas pequenas, essencialmente inevitáveis (MONTGOMERY; RUNGER, 2012). Desta forma, Rosa (2015) dispõe que a variabilidade no resultado do processo acontece devido a dois tipos de causas: (1) comuns – não provocam alterações na qualidade do produto, sendo parte natural do processo, normalmente relacionadas a variações no desempenho de máquinas ou operadores e das características dos materiais; (2) especiais – acontecem ocasionalmente e provocam alterações sensíveis, exigindo pronta ação corretiva, já que resulta em não-conformidades ou defeitos.
O gráfico de controle é uma técnica de monitoramento em tempo real do processo, utilizado em virtude da necessidade de se perceber rapidamente a ocorrência das causas especiais ou mudanças no processo, a fim de que se possa estabelecer ações corretivas e evitar que muitas unidades defeituosas sejam produzidas (MONTGOMERY; RUNGER, 2012).
Esta pesquisa tem natureza aplicada, pois com a aplicação do CEP, busca-se avaliar o desempenho estatístico do processo em estudo. Primeiramente foi realizado um mapeamento do processo em estudo, com propósito de conhecer as etapas críticas de monitoramento. Após buscou-se verificar o controle mais adequada à característica dos dados coletados no processo e o desempenho do processo, e por fim, foi sugerido um roteiro para aplicação do CEP para a empresa em estudo.
Quanto aos objetivos, a pesquisa possui caráter descritivo, pois o resultado da mesma servirá para o planejamento de futuras alterações no processo da empresa estudada, no intuito de promover a cultura de monitoramento, com o uso de cartas de controle. A abordagem é combinada quali-quantitativa, em virtude do objetivo geral do estudo, que visa a partir de uma análise estatística do processo, identificar a melhor forma de aplicação do CEP, a fim de atender as necessidades da empresa para com seus clientes.
O método usado foi o de estudo de caso. A empresa em estudo atua a mais de 60 anos no setor metalmecânico e está localizada na região norte do estado do Rio Grande do Sul. Atualmente fabrica e vende peças que são aplicadas em máquinas agrícolas e de construção, veículos de transporte de cargas e pessoas, atuando nos mercados internos e externos com processos em estamparia, usinagem, solda, tratamento de superfície e ferramentaria. A pesquisa foi realizada em quatro etapas, descrita a seguir.
Nessa etapa, foi mapeado o processo produtivo a ser avaliado, no intuito de identificar quais as variáveis, solicitadas pelos clientes, que deveriam ser monitoradas pelas ferramentas do CEP durante o processo de fabricação. O processo avaliado foi a fabricação da chapa piso para caminhão, em virtude do cliente da peça ter solicitado à empresa a utilização do CEP a fim de monitorar a qualidade do produto que estava recebendo.
A média de produção do item é de 84 peças por mês, podendo variar de acordo com a demanda do cliente. A peça, observada na Figura 1, é produzida em dois tamanhos distintos, 644mm (tamanho 1) e 1034mm (tamanho 2). Contudo para fins deste estudo, analisou-se somente o processo referente à chapa de dimensão 644mm. A matéria-prima para fabricação da mesma é uma chapa de alumínio lisa.
Figura 1 – Chapa Piso Caminhão
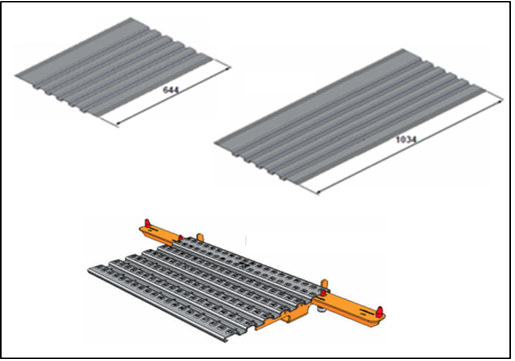
Fonte: Dados da empresa.
O processo de fabricação da peça divide-se em seis etapas distintas (Figura 2). As primeiras quatro etapas são determinadas em função do equipamento pelo qual a peça vai passar durante o processo, cabendo ressaltar que as máquinas são as mesmas para a fabricação de dois modelos.
Figura 2 – Processo de Fabricação da Chapa Piso

Fonte: Dados da pesquisa.
O processo inicia pelo corte da chapa de alumínio na guilhotina, seguindo para a calandra, onde serão retiradas as tensões da chapa, para deixá-la mais plana. Segue então para a prensa hidráulica, onde são feitas as dobras e furos. Após uma inspeção, segue para a prensa excêntrica, onde é gravado o código da peça e na sequência, a chapa é encaixada no encosto, conforme a Figura 1. Por fim, têm-se as etapas de conferir o produto, etiquetar e enviar ao setor de expedição.
Figura 3 - Variável a ser inspecionada na etapa de dobra da canaleta (a);
variável a ser inspecionada na etapa de estampar e flangear furos (b)

Fonte: Dados da empresa.
A peça é desenvolvida conforme as especificações do projeto fornecidas pelo cliente, que solicitou à empresa que fossem monitoradas as seguintes variáveis: corte, profundidade da dobra da canaleta e distância entre os furos (Figuras 3a e 3b). As medidas avaliadas possuíam as seguintes especificações: corte - 644 ±1,6mm; profundidade da dobra da canaleta - 16,5 ±0,5; distância entre os furos – 130 ±0,5.
A empresa forneceu os dados quantitativos acerca do desempenho do processo e informações a respeito das etapas características do processo produtivo em estudo, através de uma entrevista com um dos supervisores de produção da fábrica. A mensuração dos dados do processo foi feita com o auxílio de um paquímetro digital pelos operadores de produção da fábrica, e é expressa em milímetros, tendo em vista as especificações previstas no projeto.
Nesta etapa foi identificado qual o tipo de carta de controle a ser utilizada, tendo como base as condições de produção da empresa. A empresa disponibilizou para o estudo 30 amostras de tamanho 1, coletadas pelos operadores do processo a cada 25 unidades produzidas, que representam o total de peças feitas no período de quase um ano.
Diante estas condições, verificou-se que a melhor forma da empresa monitorar o processo era através da utilização de gráficos de controle para medidas individuais (Xi) e amplitude móvel (MR), adequadas para avaliação da produção de pequenos lotes, em processos onde medidas individuais são necessárias, ou quando as observações da característica de qualidade não são independentes (ROSA, 2015).
Inicialmente, conforme sugerido na literatura foi testada a normalidade dos dados, onde, através do teste de Liliefors e Shapiro-Wilk. Em seguida elaborou-se as cartas de controle para as três variáveis do processo, onde calculou-se os limites de controle para os gráficos de observações individuais e amplitude móvel, juntamente com os índices de capacidade Cpk para cada variável da qualidade.
Utilizou-se a metodologia de cálculo recomendada por Rosa (2015), Carvalho e Paladini (2005) e Montgomery e Runger (2012). Para elaboração das cartas de controle contou-se com o auxílio do software Excel e para os testes de normalidade do processo, o software Estatística.
3.4 Plano de aplicação
A partir dos resultados obtidos, elaborou-se um roteiro para aplicação do CEP na empresa, ilustrado por meio do monitoramento e avaliação da capacidade do processo, a fim de atender as demandas impostas por seus clientes. Utilizou-se como base para construção do roteiro a proposta de Rosa (2015) e Carvalho e Paladini (2005).
Na Figura 4 observa-se o comportamento do processo de corte da chapa, que se manteve estável e dentro dos limites de controle durante o período, havendo apenas um ponto excedendo o limite superior de controle em ambos os gráficos, que provavelmente, é decorrente de falha na medição ou regulagem de máquinas.
Figura 4 – Gráficos de controle para a variável corte das chapas

Fonte: Dados da pesquisa.
No gráfico de amplitude móvel, após exclusão do ponto fora de controle presente no processo, nota-se que não há uma variabilidade significativa entre os dados, pois a grande maioria permanece em torno da linha central. Carvalho e Paladini (2005) salientam que, quando aparecem processos fora de controle, deve-se em primeiro lugar se questionar a respeito da precisão dos aparelhos de medição, sendo necessário testá-los.
A avaliação do processo de dobra da canaleta (Figura 5) foi positiva, tendo em vista que o processo se manteve estável e sob controle estatístico. No gráfico da amplitude móvel, percebe-se uma variabilidade maior entre as medições em comparação com o gráfico de medidas individuais, porém não há evidências da ocorrência de alguma causa especial no processo.
Figura 5 – Gráficos de controle para a variável dobra da canaleta

Fonte: Dados da pesquisa.
Com relação ao desempenho do processo de estampar e flangear furos, o mesmo encontra-se sob controle estatístico, não havendo ocorrência de nenhum ponto fora dos limites de controle como pode-se observar na Figura 6. No gráfico de medidas individuais apenas uma das medições coincidiu com o limite superior de controle, mas conforme a literatura, tal fato não se configura como uma causa especial que mereça maior atenção.
Figura 6 – Gráficos de controle para a variável estampar e flangear furos

Fonte: Dados da pesquisa.
Quanto ao gráfico de controle para amplitude móvel, nota-se uma variabilidade acentuada nos dados em relação ao gráfico de medidas individuais, apontando para um ponto fora do limite superior de controle. Com base na literatura, tal situação caracteriza-se o processo como fora do controle estatístico, entretanto o fato não ficou evidente no gráfico de medidas individuais, isso ocorreu provavelmente devido ao formato do cálculo da amplitude móvel, que considera a diferença entre duas medições em sequência sucessivamente, podendo ser um efeito provocado por causas aleatórias.
Apesar da amostra 12 do gráfico aparecer fora do limite de controle, seu valor é abaixo do limite superior de especificação previsto no projeto do produto. Carvalho e Paladini (2005) afirmam que antes de eliminar uma observação diferente dos gráficos de controle, é preciso encontrar uma causa especial e o processo ser corrigido. Souza, Domingos Filho e Samohyl (2007) afirmam que a causa de variabilidade nesse tipo de indústria, possivelmente está ligada as características da matéria-prima que se está utilizando, que muitas vezes não é uniforme e dificulta a padronização durante o processo de fabricação.
Na Figura 7 constam os índices de capacidade obtidos para cada variável analisada, assim como os valores de referência propostos pela literatura.
Figura 7 – Índices de Capacidade do Processo
Valores de Referência |
|
Índice de capacidade do processo |
Nível do processo |
Cpk ≥ 1,33 |
Capaz |
1 ≤ Cpk < 1,33 |
Razoável |
Cpk < 1 |
Incapaz |
Resultados obtidos |
|
Variável |
Índice de capacidade do processo (Cpk) |
Corte |
2,86 |
Dobra Canaleta |
2 |
Estampar e Flangear |
2,08 |
Fonte: Dados da pesquisa.
Os resultados demonstram um valor acima do valor de referência, o que indica que o processo é capaz de atender às especificações, apresentando uma quantidade de itens não conformes abaixo de 64 unidades (MONTGOMERY, 2004).
Ademais, a partir das informações levantadas acerca do desempenho do processo da fabricação da chapa piso, formulou-se um roteiro para servir como guia para execução do CEP na indústria, a fim de que se consiga manter o padrão de qualidade de seus processos e atender as solicitações de seus clientes, conforme a Figura 8.
Como pode ser observado no fluxograma, inicialmente é importante que a empresa defina a equipe de trabalho que seja responsável pela aplicação do CEP e quais características devem ser monitoradas, em conformidade com o projeto e as solicitações do cliente. Outro aspecto essencial é a escolha da frequência de amostragem, já que a escolha da carta de controle depende do tamanho da amostra obtida.
Como a empresa produz em torno de 6.000 itens diferentes, a definição da frequência de amostragem e o tamanho da amostra irão variar, conforme o tipo de produto e a criticidade do processo de fabricação, fato este que levará a utilização de outros tipos de gráficos de controle.
Figura 8 – Fluxograma de orientação para aplicação do CEP
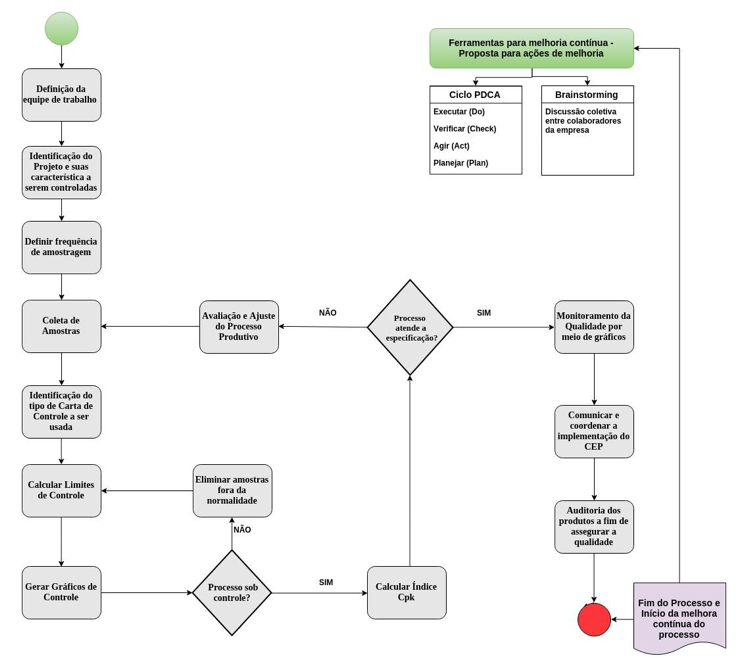
Fonte: Autores.
Optou-se por sugerir o cálculo do índice Cpk, após a verificação do processo por meio dos gráficos de controle, em conformidade com o sugerido na literatura, pois foi observado que, no intuito de utilizar ferramentas de CEP, a empresa estava apenas calculando a capacidade do processo e utilizando isso como base para o monitoramento do mesmo. Existem pesquisas como a de Korzenowski, Werner e Caten (2014), que demonstram que normalmente durante a implantação do controle estatístico de processos, as indústrias cometem algumas falhas em relação as suas etapas de implantação, como o caso de iniciar o CEP com o estudo de capacidade, com o cálculo de índices Cp e Cpk e, após verificar que o processo é capaz, efetuam a construção dos gráficos de controle, invertendo a ordem sugerida na literatura e, mesmo assim, sem a verificação das suposições de normalidade e independência das observações da característica da qualidade.
Sendo o processo capaz de atender as especificações, segue-se com a utilização dos gráficos para monitoramento do processo e assim a implantação do CEP para controlar a qualidade da empresa, caso contrário inicia-se a etapa de coleta de dados, a fim de descobrir o que está ocasionando problemas.
Muito tem sido discutido a respeito da forma de aplicação da ferramenta, sendo o mais importante estudar as características do processo de produção para identificar a carta de controle mais apropriada para avaliação do mesmo. Estudos como de Paese, Caten e Ribeiro (2001) verificaram que em empresas onde se produz uma grande variedade de produtos em lotes pequenos, o uso tradicional de uma carta de controle para cada produto era inviável. Assim, os autores comprovaram que a utilização da análise da variância (ANOVA) poderia auxiliar na implantação do CEP, já que propicia uma estratégia para o agrupamento de variáveis, podendo reduzir substancialmente o número de cartas de controle a serem utilizadas.
Henning et al. (2014b) ao realizar pesquisas sobre a aplicação do CEP no monitoramento de um indicador de água potável, detectou que o gráfico de somas acumuladas (CUSUM) binomial poderia ser utilizado com o mesmo propósito, mas com vantagens sobre os gráficos de Shewhart quando o objetivo fosse detectar pequenas variações, considerando aspectos estatísticos e econômicos.
Foram sugeridas as ferramentas do PDCA e Brainstorming a fim de manter a melhoria contínua dos processos, por se tratarem de métodos gerencias que visam à garantia de metas por meio da identificação e priorização de problemas, bem como debater os principais problemas da organização e suas respectivas causas, estabelecendo um plano de ação para processo analisado (BERNARDI et al., 2010; TOLEDO et al., 2013). No entanto, nada impede que sejam empregadas outras ferramentas que venham complementá-las durante a análise da qualidade.
O processo de fabricação da chapa piso foi considerado estável e sob controle. Todavia, em razão de um ponto fora de controle durante o processo, o monitoramento da variável corte da chapa, por ser uma etapa inicial de fabricação da peça, necessita uma atenção especial, para que venha a evitar elevados custos relacionados a não-conformidade no final do processo.
Esse ponto pode ser proveniente de uma regulagem na máquina ou até mesmo falha do instrumento de medição, caracterizando-se então como uma variação proveniente de causas comuns, porém é importante que a empresa apure esses fatos, a fim de manter o processo sob controle.
Com a aplicação dos gráficos de controle nas variáveis do processo, afora a facilidade de operacionalização, pode-se inferir que o controle estatístico empregado, mostrou-se muito útil, no que tange ao monitoramento das características de interesse. No entanto, os índices de capacidade do processo apresentaram-se muito elevados em relação ao parâmetro de avaliação, o que pode indicar um processo muito eficiente, com praticamente zero defeitos ou falhas na coleta de dados.
É importante averiguar a acuracidade dos dados provenientes das medições e realizar uma nova coleta e avaliação do processo, para que se possam comparar os resultados, dado recente relato da empresa quanto à existência de problemas na regulagem da máquina de corte.
A principal contribuição do estudo é no sentido de motivar a empresa a implementar o CEP em todos os processos produtivos, para que o monitoramento da qualidade se integre à cultura de fabricação da empresa, independe da imposição de seus clientes. Korzenowski, Werner e Caten (2014) afirmam que, em muitas empresas, a exigência dos clientes de que o processo seja capaz, faz com que não haja a preocupação de melhoria do processo, mas sim de promover o atendimento do desejo dos clientes, que se dá pela exigência de valores específicos nos índices de capacidade.
Deste modo, com a proposta apresentada no fluxograma, cria-se a expectativa de que esta ferramenta auxilie na análise do processo produtivo e a aplicação do CEP como ferramenta de qualidade e padrão de produção, aliada à avaliação dos resultados, no que tange aos seus ganhos e perdas.
AZIZI, A. “Evaluation improvement of production productivity performance using statistical process control, overall equipment efficiency, and autonomous maintenance”. Procedia Manufacturing, v. 2, p. 186-190, 2015.
BERNARDI, A. C. C.; RODRIGUES, A. A.; MENDONÇA, F.C.; TUPY, O.; BARIONI JUNIOR, W.; PRIMAVESI, O. “Análise e melhoria do processo de avaliação do impacto econômico, social e ambiental das tecnologias da Embrapa Pecuária Sudeste”. Produção Online, v. 17, n.2, p. 297-316, 2010.
CARVALHO, M. M.; PALADINI, E. P. (Coord.) Gestão da Qualidade: teoria e casos. Rio de Janeiro: Elsevier, 2005.
GAITHER, N.; FRAZIER, G. Administração da produção e operações. 8 ed. São Paulo: Cengage Learning, 2005.
HENNING, E.; WALTER, O. M. C. F; SOUZA, N. S.; SAMOHYL, R.W. “Um estudo para a aplicação de gráficos de controle estatístico de processo em indicadores de qualidade da água potável”. Sistemas & Gestão, v. 9, n.1, p. 2-13, 2014a.
HENNING, E.; KONRATH, A. C.; WALTER, O. M. F. C.; ALVES, C. C; SAMOHYL, R. W. “Aplicação de um gráfico CUSUM binomial no monitoramento de um indicador de água potável”. Produção Online, v. 14, n. 1, p. 84-114, 2014b.
IGNÁCIO, S. A. Notas técnicas do Ipardes: importância da estatística para o processo de conhecimento e tomada de decisão. Curitiba: INSTITUTO PARANAENSE DE DESENVOLVIMENTO ECONÔMICO E SOCIAL (IPARDES), 2010.
KORZENOWSKI, A. L.; WERNER, L.; CATEN, C. S. “A prática da implantação de cartas de controle em empresas do setor automobilístico”. Ingeniería Industrial, v. 13, n. 2, p. 75-91, 2014.
MADANHIRE, I.; MBOHWA, C. “Application of Statistical Process Control (SPC) in manufacturing industry in a developing country”. Procedia CIRP, v. 40, p. 580-583, 2016.
MONTGOMERY, D. C. Introdução ao controle estatístico da qualidade. 4 ed. Rio de Janeiro: LTC, 2004.
MONTGOMERY, D. C.; RUNGER, G. C. Estatística aplicada e probabilidade para engenheiros. 5.ed. Rio de Janeiro: LTC, 2012.
PAESE, C.; CATEN, C. T.; RIBEIRO, J. L. D. “Aplicação da Análise de Variância na Implantação do CEP”. Revista PRODUÇÃO, v. 11, n. 1, p. 17-26, 2001.
ROSA, L. C. Introdução ao controle estatístico de processo. 2 ed. Santa Maria: UFSM, 2015.
SANTOS, A. B; ANTONELLI, S. C. “Aplicação da abordagem estatística no contexto da gestão da qualidade: um survey com indústrias de alimentos de São Paulo”. Revista Gestão e Produção, São Carlos, v. 18, n. 3, p. 509-524, 2011.
SLACK, N.; CHAMBERS, S.; JHONSTON, R.; BETTS, A. Gerenciamento de operações e de processos: princípios e práticas de impacto estratégico. Porto Alegre: Bookman, 2008.
SOUZA, F. S.; PEDRINI, D. C.; CATEN, C. S. T. “Proposta de fluxograma orientativo para aplicação de índices de capacidade”. Revista Gestão e Produção, São Carlos, v. 21, n. 4, p. 882-894, 2014.
SOUZA, G. P; DOMINGOS FILHO, M.; SAMOHYL, R. W. “Aplicação dos conceitos de Controle Estatístico de Processo (CEP) em uma indústria de fundição do Norte Catarinense”. Produção Online, v. 7, n. 2, p. 64-84, 2007.
TOLEDO, J. C. et al. Qualidade: gestão e métodos. 1. ed. Rio de Janeiro: LTC, 2013.
1. Mestranda em Engenharia de Produção, Universidade Federal de Santa Maria (UFSM), e-mail: anapaula.adamy3@gmail.com
2. Mestrando em Engenharia de Produção, Universidade Federal de Santa Maria (UFSM), e-mail: teogomes26@gmail.com
3. Engenheiro, Fundação Getúlio Vargas (MEB), e-mail: storckodair@hotmail.com
4. Doutora em Epidemiologia, Universidade Federal de Santa Maria (UFSM), rrzanini63@gmail.com
5. Doutor em Engenharia de Produção, Universidade Federal de Santa Maria (UFSM), e-mail: leski78@hotmail.com