![]() ISSN 0798 1015
ISSN 0798 1015

![]() ISSN 0798 1015
ISSN 0798 1015
Vol. 38 (Nº 12) Año 2017. Pág. 11
Lina Reis BOTELHO 1; Jandecy Cabral LEITE 2; João Nazareno Nonato QUARESMA 3
Recibido: 16/09/16 • Aprobado: 30/09/2016
RESUMEN: En el proceso de pintura con materiales de Acrilonitrilo Estireno Acrilato (ASA) se incluye la etapa de inyección de material fundido en el molde, que garantiza una calidad final superior a la pieza. Este artículo tiene como objetivo identificar y describir los problemas de la aplicación directa de pintura de piezas de plástico en el sector del automóvil. Se desarrolló un método de encuesta de tipo cuantitativo, cualitativo y descriptivo. Los resultados obtenidos fueron la reducción de defectos en el cambio del proceso de pintura ABS (Acrilonitrilo Butadieno Estireno) al proceso de ASA y la reducción de las pérdidas en rechazos. |
ABSTRACT: During the painting process with Acrylate styrene acrylonitrile (ASA) materials, it is included the stage of injecting molten material into the mold, which ensures a higher final quality of the part. This article aims to identify and describe the problems of direct painting of plastic parts in the automotive sector. It was developed a quantitative, qualitative and descriptive survey method for this porpoise. The results were the reduction of defects in the painting process when changing the ABS (Acrylonitrile Butadiene Styrene) process into the ASA process and reducing losses rejections. |

La motocicleta (vehículos de dos ruedas) tuvo un crecimiento notable en Brasil ya que su uso como transporte trae ventajas económicas tanto de tiempo como de combustible, sumado a que la compra y el mantenimiento diario son accesibles a las personas con menor poder adquisitivo. Siendo así: “La Asociación de Fabricantes de Motocicletas contabilizó en el espacio desde el 2001 hasta el 2006 un incremento en la producción de 88%, siendo que la producción de 2001 fue de 753.159 motocicletas contra 1.413.062 en el 2006" (Da Silva, Cardoso, & de Sequeira Santos, 2011). "En las ciudades más grandes de Brasil - la tasa de motorización (número de vehículos por cada mil habitantes) es cada vez mayor, de acuerdo con el Informe General de 2009, emitido por el Sistema de Información de Movilidad Urbana" (PIRES, VASCONCELLOS, & SILVA, 1997).
Sin embargo, estas motocicletas pasan a través de procesos como: inyección, mecanizado, pulido, sellado y soldadura antes de llegar al cliente final. Pero el estudio en cuestión es el proceso de pintura ABS y ASA de las piezas de plástico que agregan y dan valor al acabado y al diseño final de la motocicleta. Para garantizar una mayor productividad y calidad en la pintura de estas piezas, utilizando pinturas y barnices se necesita un personal bien entrenado y un proceso industrial bien definido.
Se necesitan modificaciones para un nuevo proceso de pintura y la transformación de la disposición para ser llevado a cabo. La novedad actualmente es la velocidad con que se producen. Para (Davenport & Short, 1990) "Las empresas tienen a buscar hoy en día, no niveles fraccionales de mejoría, sino niveles multiplicativos, 10 veces y no el 10%." Buscando este nivel de mejoría en el proceso de producción, la empresa en estudio insertó la modalidad de pintura ASA, que reemplazará a la forma tradicional de pintura de ABS para obtener una reducción de los costos, así como de los defectos, consiguiendo de esta manera un mayor nivel de resistencia y durabilidad en la superficie las piezas pintadas.
El objetivo de este trabajo es identificar los problemas de aprobación directa de la pintura de piezas de plástico en el sector del automóvil, resultantes del trabajo realizado en el proceso de producción; así como, lograr el objetivo de disminuir en un 5,97 % los defectos más comunes, tales como basura, batido, escurridos y ataque, e incluso, quedar por debajo de esta meta en el proceso de pintura. La prioridad es mejorar la calidad de la pintura en la modalidad ASA y la modificación de la disposición de la línea de producción que pretende incorporar y acortar el tiempo de la pintura.
“El análisis de un diagnóstico es guiado principalmente por la presentación de un sistema de técnicas y métodos innovadores que pueda determinar las debilidades que deben ser solucionadas” (Edquist, 2011). Con la revisión bibliográfica realizada para la investigación, se observó la ausencia de estudios y análisis de los defectos que se producen en el proceso de coloración de piezas de plástico para vehículos de dos ruedas. Por esta razón, será importante el estudio más detallado de los defectos, las causas, las precauciones y la exposición de imágenes y figuras.
El proceso de la pintura de piezas de plástico es un proceso que revela complejidades, tales como: cambio de color, limpieza de las pistolas, limpieza de cabinas, lijado y reparaciones y estos procedimientos se originan los problemas de defectos que afectan el rendimiento del proceso. Por lo tanto, es importante trabajar en la mejora del proceso y desarrollar proyectos que buscan la implementación de acciones correctivas en el diseño, como se muestra en esta investigación. "Los resultados son innovaciones de productos y servicios a través de medios tecnológicos o los procesos de organización ya que los nuevos procesos son innovaciones en el proceso ya establecido, debiéndose señalar que las organizaciones normalmente no influyen directamente en los procesos de innovación, teniendo, sin embargo, relevancia en los cambios y mejoras" (Edquist, 2011).
Según lo antes expuesto se formuló la siguiente interrogante: ¿Cuál es el impacto en la modificación del proceso de pintura?
ABS y ASA son los materiales utilizados en la pintura en el moldeado por inyección de varias piezas de plástico de la motocicleta en el proceso de fabricación. El material ABS tiene la forma tradicional de la pintura con pistolas de pulverización manual. Mientras que las piezas hechas de material ASA se moldean, una vez limpias y no necesitan de pintura porque el color es inyectado directamente en el proceso.
"El intercambio o mezcla del material también impacta el proceso y el molde puede presentar problemas de diseño, fabricación, desgaste y muchas otras variables que conducen a partes defectuosas" (Harada, 2004). Estos defectos superficiales pueden causar la reducción del valor de la pieza o requerir tiempo adicional de la reparación con un costo adicional por unidad al fabricante.
Con el fin de asegurarse de que no haya piezas defectuosas insertadas al final del ensamble, los fabricantes mantienen líneas de inspección con trabajadores que inspeccionan cada parte, una vez que sale de la línea de producción. Desde el momento en que la línea de producción está en movimiento, cada línea debe mantener estaciones de inspección suficientes. Sin embargo, los operadores no son perfectos, con algunas estimaciones de la industria que muestran sólo el 60% de los defectos encontrados dentro de las limitaciones del tiempo disponible. Por último, los fabricantes tienen especificaciones sobre el tamaño máximo permitido de defectos, y estos tamaños pueden variar considerablemente, en función del uso y la visibilidad de la superficie a examinar. Los operadores hacen juicios subjetivos acerca de un defecto que está dentro de las especificaciones del fabricante, que puede conducir tanto a falsos positivos o falsos negativos, siendo ambos indeseables.
Para obtener una superficie totalmente lisa e libre de impurezas es preciso prepararla antes de recibir la protección de la pintura. La eliminación de estas impurezas es esencial para asegurar la calidad de la superficie a pintar después de los tratamientos de preparación de superficies. Se estima que alrededor del 80% de los defectos en los revestimientos de superficies son problemas derivados de pretratamiento (DE BEM, 2008).
La guía de pintura para automóviles (Machado, 2015) dice que el proceso de pintura de automóvil tiene tres etapas: preparación de la superficie, aplicación de cebadores (tapa poros) y acabado. El tratamiento preliminar de la superficie a pintar pasa a través de un proceso de lavado y limpieza, que tiene como objetivo eliminar aceites, polvos y grasas existentes en la superficie de la pieza.
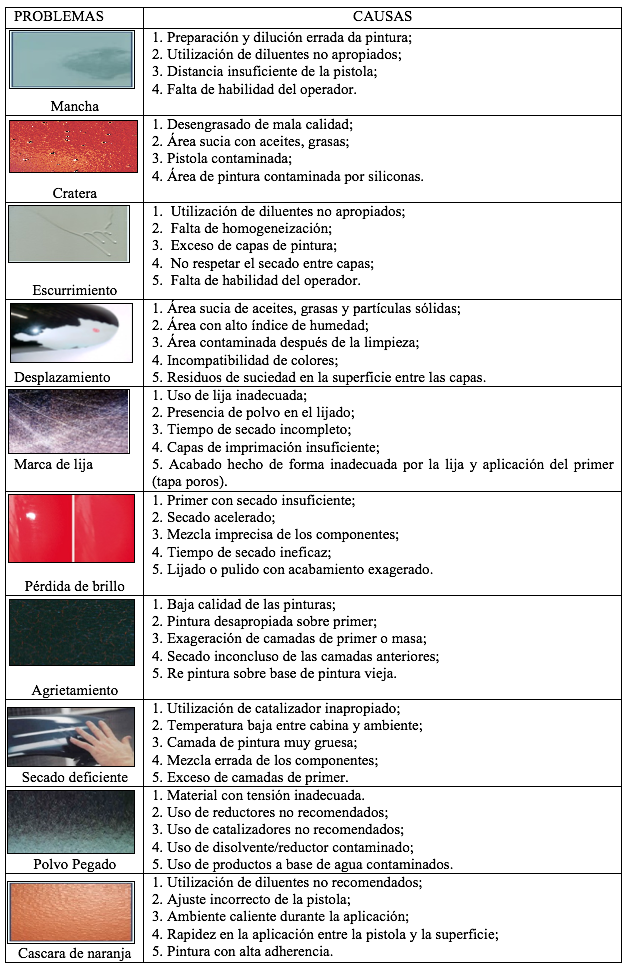
Estos contaminantes (grasa, aceite, agua, manchas), virutas de puntos de soldaduras, objetos pequeños y la suciedad pueden estar adheridos a la pieza, afectando negativamente la adherencia de la superficie. Ayudando a dar una preparación mejor a la superficie, (Pierozan, 2001)."pone de relieve la importancia de aplicar el cebador (en inglés: primers) para eliminar cualquier discrepancia que se encuentre en la zona a pintar." En la etapa de acabado las piezas de plástico de motocicletas se someten a una inspección donde se verifican las discrepancias o defectos encontrados en la pintura. Dependiendo del tipo de discrepancia o defecto, la unidad puede ser simplemente pulida o incluso enviada a un recubrimiento completo (Pierozan, 2001). . En la siguiente tabla se puede ver la comparación entre las pinturas y barnices de acabado. La Tabla 1 muestra una comparación de pinturas y barnices.
Tabla 1: Comparación de pinturas y barnices.
|
Pinturas |
Barnices |
Tipo de Película |
Opaca |
Transparente |
Duración |
De 3 a 9 años |
De 1 a 3 años |
Degradación |
Lenta |
Rápida |
Mantenimiento |
Exige que se elimine la capa anterior de pintura |
Exige que se elimine la capa anterior de pintura |
Fuente: Autores, (2016).
De acuerdo con (Muther, 1978) la disposición de áreas de trabajo nació con el comercio y la artesanía. Con el desarrollo de sistemas de producción, se pasó a dar mayor atención a la utilización del espacio físico en las organizaciones.
Por otra parte, de acuerdo con (LUZZI, 2004) con el advenimiento de la producción en masa de la atención se centró en la optimización del flujo de producción. La micro división del trabajo se convirtió en una menos importante que el manejo eficiente del producto.
Aunque el transporte sea muy eficiente y la información fluya rápidamente a través de la fábrica la planificación del diseño de la planta sigue siendo de suma importancia.
Las actividades de los operadores de puestos de trabajo ubicados en el sector de pinturas consisten en: operar e inspeccionar las piezas en el ciclo de preparación, aplicación de pinturas y acabados, movimiento y empaque de las partes, abastecer las gancheras, realizar inspecciones visuales de las piezas después de la inyección, hacer control de calidad, mantener organizado el puesto de trabajo y cumplir con actividades distribuidas por el líder inmediato. Sin embargo, el diseño del sector de la pintura tendrá una transposición en el proceso, que es el cambio de la pintura ABS para inyección ASA. Modificando completamente el diseño.
Se trata de un enfoque de investigación de tipo descriptiva, cuantitativa y cualitativa realizada en forma de visita técnica que analizó la realidad de la situación de la operación en los procesos industriales de una empresa ubicada en la Zona Franca de Manaus, estudio éste que suscitó sugerencias y mejoras al empleo un nuevo diseño orientado a la solución de los problemas encontrados. El enfoque metodológico de la investigación hace hincapié en la transformación práctica de la realidad para que no haya errores y defectos, de esta forma la investigación genera una acción donde el operador no es un individuo pasivo sino participativo, siendo capaz de cambiar su propia función y colaborar con el proceso de producción con conocimientos sobre su realidad. En cuanto a las cuestiones humanas, Deming da prioridad a los factores que impiden al trabajador enorgullecerse de su trabajo y dijo que la mayoría de los problemas de una empresa son causados por el sistema y no por los operadores. La base de la obra del autor es el control de procesos a través del uso de herramientas y técnicas estadísticas (Deming, 1982).
La investigación tuvo como objetivo detectar las principales fallas en la ocurrencia de defectos en las piezas pintadas durante todo el proceso de producción. Y este enfoque tiene como objetivo identificar los problemas de la aprobación directa de la pintura de piezas de plástico en el sector de las motocicletas y como consecuencia del trabajo llevado a cabo en el proceso de producción, mejorar la calidad de la pintura al insertar el método ASA y la modificación del diseño de la línea de producción que pretende incorporar este proceso y acortar tiempo a la pintura. La investigación se divide en etapas, en el flujograma mostrado en a figura 1, se puede observar la secuencia seguida en el desarrollo de la investigación.
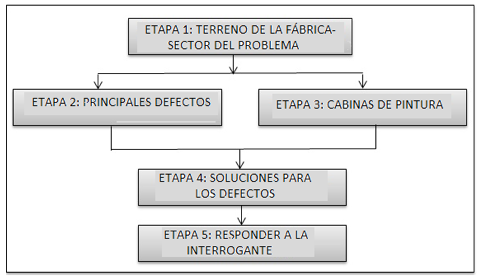
Figura 1: Flujograma de la metodología propuesta
Fuente: autores, (2016).
El flujograma sirve para mostrar todas las etapas desarrolladas en la investigación, cuya característica es especificada en el estudio de (Hühne, 1990), "todo conocimiento es una respuesta a una pregunta:" Además, esta capacidad de formular problemas que subyacen en el espíritu científico permite dilucidar cada problema en específico como pueden ser: mancha, cráter, escurrimiento, descamación, las marcas de lijado, pérdida de brillo, agrietamiento, secado deficiente, presencia de polvo y otras impurezas.
En (Yin, 2015), se dice que cada estudio de caso debe aclararse de manera amplia y detallando los aspectos abordados en la fiabilidad, cuya función es certificar que las operaciones de un estudio, como, por ejemplo, los métodos de recogida de datos, pueden repetirse para lograr resultados significativos.
La Tabla 1 muestra los problemas por causas siendo desarrollada en detalles con una descripción paso a paso de la forma en que se llevó a cabo la investigación. Una descripción detallada de todas las causas posibles que permitan la transparencia en el diseño de la conducción del proceso adecuado para identificar todas las causas en cada parte de la etapa 2.
Fuente: autores, (2016).
La Figura 2 presenta las cabinas de procedimientos de pintura ABS de las piezas plásticas en un conjunto de posibles procesos capaces de producir los defectos citados en la Tabla 1. Para una mejor visualización será hecha una descripción de cada cabina.
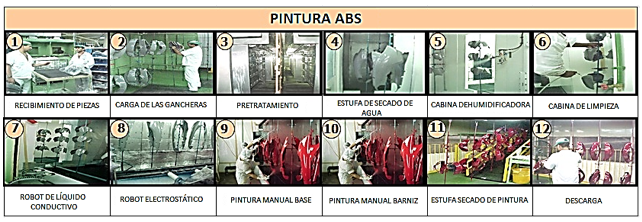
Figura 2: Cabinas del proceso de pintura.
Fuente: autores, (2016).
La industria de inyección de plástico produce piezas de motocicleta, tales como: guardabarros delantero, tapa frontal, tapa (izq./der. Chasis), tapa (izq./der. Manillar) y la cubierta frontal del tenedor. Algunas piezas salen ya de las máquinas para la línea de montaje, mientras otras siguen los procesos de pintura.
La carga de piezas en los ganchos (HG) Fig. 2.1 se lleva a cabo a través del portador con el tacto de 32.73 segundos después de la inspección Puerta de Calidad para la identificación de las inconformidades encontradas en las piezas. Si se encuentra alguna pieza no conforme en HG pronto será reemplazada por otra.
Después de inspeccionadas y colocadas en los ganchos las piezas serán pintadas fig. 2.2. Los ganchos se emplean de acuerdo con las piezas que serán pintadas. La siguiente información refiere el número de piezas por gancheras:
A) El guardabarros HG soporta 4 piezas.
B) La cola HG soporta 8 piezas.
C) El carenado HG soporta 8 piezas.
D) La cubierta de HG soporta 8 piezas.
E) La pantalla HG soporta 12 piezas.
F) Todos los ganchos espaciados 900 mm.
Cuanto mayor sea el número de piezas en los ganchos menor es el tiempo de pintura.
Cuanto menor sea el número de piezas en los ganchos mayor es el tiempo de pintura.
El proceso de pre-tratamiento Fig. 2.3 se destina a la eliminación de aceites, grasas, polvos y otros contaminantes de las superficies de piezas de plástico mediante el uso de disolventes, compuestos para limpieza u otros materiales de acción disolvente. Para esto, hay que limpiar la superficie con un paño o papel de lija. La limpieza final debe hacerse con paños (franelas) limpios o usar la opción de inmersión en un tanque para completar desengrasado. Este tipo de limpieza, sin embargo, es más adecuado para la eliminación de aceites y grasas.
La preparación de la superficie de la pieza por baños de limpieza, figura. 2.4, es adecuada antes de pintar. Después de pasar a través de un desengrasante, la pieza se someterá a una cancelación que puede ser un baño de agua pura o neutralizante. Además, hay baños de tratamiento anti-estáticos, que tienen como objetivo proteger la pieza, y así extender la vida útil de la pintura. Además de variar la secuencia y el número de baños, hay variables en el propio baño. Seguido de la estufa de secado fig. 2.5 que tiene por finalidad secar la pieza salida del pre-tratamiento. No sólo la parte a ser pintada, sino toda la pieza entera como: agujeros, grietas y esquinas con duración de 40 minutos y 15 minutos más en la des humidificación total de la pieza.
Finalizando la preparación de la superficie de la pieza con chorros de aire en la cabina de limpieza Fig. 2.6, rectificando así eventuales falla en el secado y la des humidificación. Con la superficie de la pieza de plástico acabada, damos secuencia en la línea de proceso para la pintura.
Comenzando con un baño de líquido conductivo, fig. 2.7, que sirve para la pintura automatizada, cuando la pieza está en el gancho y el robot pasa, sólo pintará donde fuere identificado el líquido conductivo, evitando de este modo el desperdicio de pintura y el movimiento. Sin embargo, la preparación para la recepción de la pintura es la misma, tanto para la pintura electrostática líquida, fig. 2.8, como para la pintura en polvo. Las pinturas deben estar bien disueltas para alcanzar el punto ideal de pintura, ya que, cantidades excesivas o insuficientes perjudican el tiempo de secado y la viscosidad de la pintura, por lo que es importante contar con el punto justo de la mezcla evitando así afectar el acabado final de la pieza pintada.
La pintura manual base, fig. 2.9, y la pintura con barniz, fig. 2:10 se realizan manualmente por un operador (pintor), que maneja una pistola. A continuación, las piezas se colocan en la estufa de secado, fig.2:11, donde está el paso del estado líquido al estado sólido. Y el secado total es una confirmación de la manipulación sin precauciones especiales. Finalizando el secado las piezas se descargan, fig. 2.12.
La figura 3 presenta la continuidad de los procedimientos pos-pintura.

Figura 3: Acabamiento y aplicación de faja.
Fuente: Autores, (2016).
Además de las cabinas de pinturas mostradas anteriormente en la Figura 2, se tiene una fase de acabado y aplicación de bandas, que se muestra en la Figura 3, continuando hasta el producto final.
Para (Campos, 2008), método es "una palabra de origen griego compuesto por dos palabras, la primera meta que significa "más alto" y la segunda palabra hodos que significa “camino”. Por lo tanto el método significa "camino para llegar a un punto más alto". Y ese camino es el procedimiento final de la pieza en la línea de montaje.
El primer paso es la retirada de las piezas pintadas del transportador “carro” o "plataforma con ruedas", fig.3.1, hecho para el movimiento de las piezas salidas de las cabinas de pinturas. El segundo paso será hacer el manejo de las mismas para una banca de marcado donde serán colocadas las bandas y adhesivos en las piezas, fig. 3.2., en el tercer paso se hace un pulido para la retirada de manchas, marcas digitales, marcas de guantes y los posibles defectos que deben eliminarse, fig. 3.3, y así las piezas estarán listas para recibir las diversas bandas y adhesivos en el cuarto paso, fig. 3.4.
Un detalle importante en esa fase de acabado es la atribución del diseñador del quinto y último paso, pues las bandas dan más valor al producto final, juntamente con la aplicación de una cera para dar brillo, fig. 3.5 y la corrección del lijado posterior al acabado.
La Figura 4 presenta a fase de montaje de las piezas finalizadas en el proceso de pintura.
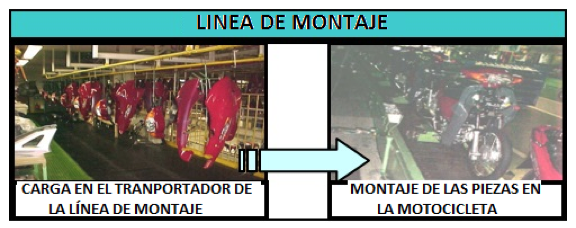
Figura 4: Línea de Montaje
Fuente: Autores, (2016).
Después de los procedimientos mostrados en las Figuras 2 y 3 llega la etapa final que es la línea de montaje de componentes, también llamada MOCON. Líneas separadas de la siguiente manera:
• Las líneas 1, 2, 4 soportan modelos de pequeño porte y la línea de alimentación está automatizado.
• La línea 3 es una línea de piezas de gran porte llamada "BIG" y la línea de alimentación se realiza manualmente, debido a que las piezas son muy grandes.
La Tabla 2 muestra las soluciones de problemas, x desarrolladas en detalles por una descripción paso a paso de la forma en que se llevó a cabo la investigación con el fin de permitir la transparencia en el diseño de la conducción del proceso adecuado para identificar todas las soluciones posibles para cada parte del paso 4.
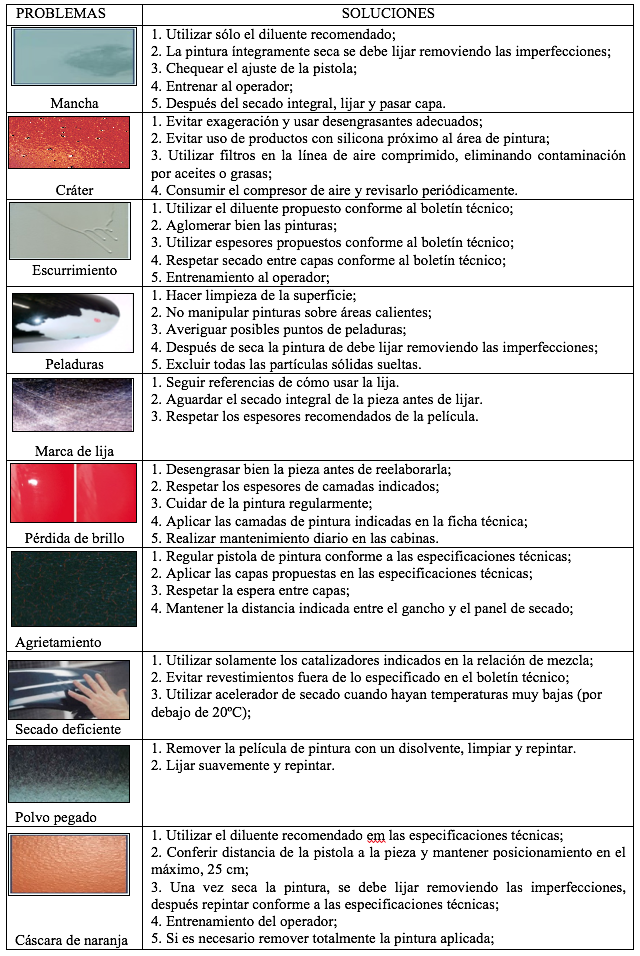
Tabla 2: Problemas x soluciones.
Fuente: autores, (2016).
Después de describir los problemas y objetivos de la investigación, presentada en los pasos anteriores, se puede ver en el paso 5, el tema de la respuesta específica a la que la ejecución de esta obra debe traer contribuciones tanto para mejorar, como para la reducción de los defectos de pintura de las piezas plásticas de la industria de la motocicleta.
Para realizar una corrección fue utilizada una actualización y modificación de la disposición de proceso de pintura con material ABS (forma tradicional de pintura con pistolas) para el uso de material ASA (modo actual, hecho mediante la inyección de la pintura adecuadamente en el molde de la pieza), por lo que es necesario para la exclusión de 12 cabinas de pintura con el material de ABS y la eliminación de la cabina de pulido en el proceso de acabado.
El ajuste de la distribución sólo fue posible con la realización de pruebas de laboratorio con una inversión de 7,700.00 USD en material ASA. Con la eliminación de la cabina de pulido hubo una reducción en las de piezas rechazadas, generando un ahorro de tiempo de recuperación de las piezas defectuosas y logrando el retorno de la inversión. Alcanzando "el objetivo de la mayor rentabilidad" (Drucker, 1993).
Y el impacto causado por un nuevo arreglo en el diseño de la línea de pintura será la eficacia de la rentabilidad financiera debido a la eliminación del puesto de pulido, que era el puesto de mayores causas de defectos del procedimiento ABS.
Los procesos de barnizado y pintura son susceptibles a fallar. Esto se vuelve importante cuando acabado estético es decisivo para el producto final. Docenas de diferentes defectos con diferentes formas pueden afectar las superficies barnizadas o pintadas como se presenta en la Tabla 2. Sin embargo, una parte importante de estos defectos tienen formas circulares con diferentes tamaños. Estas características pueden complicar el control de las superficies barnizadas o pintadas, para lo cual una solución automatizada no garantiza la calidad. Por el contrario, este trabajo es realizado por operadores humanos, que tributan a un proceso de inspección de largo, costoso y subjetivo. Con el fin de implementar una inspección de superficie automatizada, se combinan diferentes direcciones de iluminación y un conocimiento a priori acerca de la simetría de los defectos. Las imágenes muestran la información completa de los defectos. Para recoger toda esta información, se hizo una visita que permitió una identificación fiable de defectosEn la Figura 5 se presentan las cabinas con los procedimientos que causan defectos.
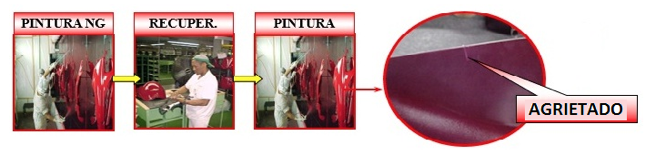
Figura 5: Cabinas de recuperados.
Fonte: Autores, (2016).
En las cabinas de las piezas están sujetas a la ocurrencia de inconformidades, tales como: manejo del operador, la descarga del transportador, falla en la pintura, exceso / falta de pintura o barniz. Además, se hace una inspección de aprovechamiento y la pieza se reelabora, donde pasa una vez más por la cabina de pintura, la cabina de secado y finalmente se lija para la eliminación de rebarbas, sólo después de volver a trabajar la pieza será aprobada o descartada.
La pieza sólo será descartada (aplastada) en la aparición de defectos agrietados, que están vinculados a la falla del tiempo de secado de la pintura; pues la capa es hecha por un secado forzado de primes (tapa poros), utilizando el aire de la pistola de pintura.
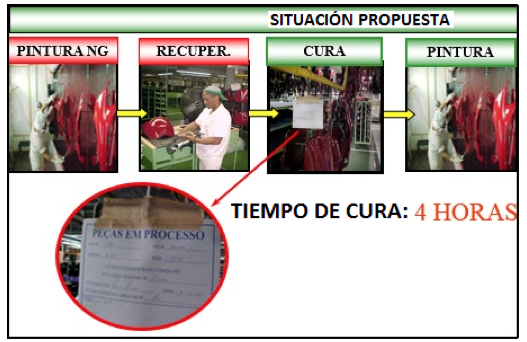
Figura 6: Cabinas no conformes x cabinas conformes.
Fuente: Autores, (2016).
En la evaluación de la inconformidad del defecto agrietado, es posible identificar en la figura 6 la importancia del tiempo de secado en el proceso de recuperación de la pieza. La recuperación es un proceso de lijado, la eliminación de rebarbas, eliminar el exceso de tinta en las esquinas de las piezas y terminar la pieza. Se propuso la cabina cura para que el proceso anterior tenga más tiempo de secado y reciba el recubrimiento sin causar nuevos defectos ni provocar la pérdida total de la pieza.
En la Figura 7 se muestra el desgaste de la capa de pintura en la superficie de la pieza donde se realiza una comprobación del estado de la película en cuanto a desintegración, agrietamiento, decapado, pérdida de brillo, pérdida de color, y todos los posibles defectos causados por un secado normal o forzado.
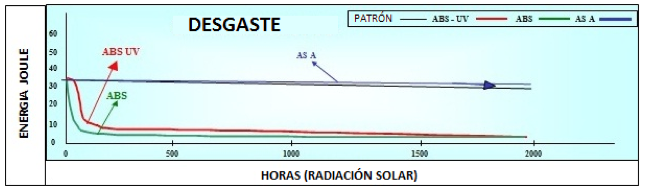
Figura 7: Gráfico de desgaste.
Fuente: Autores, (2016).
Se puede identificar en la figura 7 una norma de conformidad donde solamente con el procedimiento ASA se logran mejores resultados en la resistencia. Los estudios han demostrado que la exposición de las piezas a los agentes atmosféricos (la radiación ultravioleta, humedad y temperatura del aire) dañan la superficie de las piezas pintadas y otros materiales utilizados, además de la alteración de otras características de estas superficies, tales como: cambio de color, pérdida de brillo, entre otros (Levinson, Berdahl, & Akbari, 2005).
En la Tabla 3 se muestra la recogida de datos, que se llevó a cabo durante meses, y los meses destacados fueron marzo y abril con saldos negativos en defectos por basuras.
Tabla 3: Muestra de los Ítems, la descripción y las piezas por mes.
ITEM |
DESCRICCIÓN |
PIEZAS POR MES |
MÉDIA |
||||
MAR |
ABR |
SET |
OUT |
NOV |
|||
01 |
COLOR ALTERADO |
225 |
---- |
32 |
39 |
33 |
66 |
02 |
BASURA |
305 |
393 |
74 |
90 |
78 |
188 |
03 |
GOLPEADO |
209 |
309 |
116 |
141 |
61 |
167 |
04 |
RAYADO |
---- |
168 |
---- |
---- |
61 |
46 |
|
TOTAL |
739 |
870 |
222 |
270 |
233 |
467 |
Fuente: Autores, (2016).
En el gráfico de la figura 8 se puede ver el histograma preparado de acuerdo con la Tabla 3 mostrada anteriormente, donde es posible observar que los datos son los mismos y la única diferencia está en la manera de ver la información. El objetivo de este gráfico es mostrar la distribución de las frecuencias medidas por algo que sucede.

Figura 8: Histograma.
Fuente: Autores, (2016).
A diferencia de la forma de visualización de la Figura 8, en el histograma de la Figura 9 el Principio de Pareto o Gráfico de Pareto se usa extensivamente en temas relacionados con el control de calidad (20% de los defectos que afectan a 80% de los casos). Con facilidad, los causantes de fallas y defectos son identificados por el porcentaje y tamaño de las barras, con un grado de prioridad, ya que el problema puede resolverse directamente por los trabajadores del proceso.
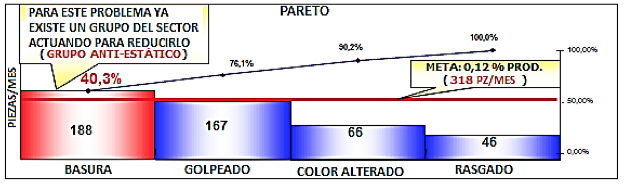
Figura 9: Pareto.
Fuente: Autores, (2016).
Como puede verse en la figura 9 la basura es un defecto controlable, pero ocurre por el incumplimiento de tareas iniciales en el proceso de pintura. Pero los operadores / pintores pueden asumir la responsabilidad en hacer una lista de verificación de la limpieza de la cabina, las pistolas y hacer que los baños antiestéticos sean más eficaces antes de comenzar a pintar, evitando que tales defectos sean llevados a las reuniones de la dirección.
En la Figura 10 se muestra la disposición después de la retirada de la utilización del proceso de material ABS. Con la adhesión del material ASA se elimina la cabina de pulido, evitando defectos como: rayados y problemas con el papel de lija.

Figura 10 – Acabado sin pulido.
Fuente: Autores, (2016).
El gráfico de la Figura 11 muestra el rendimiento de la línea de pintura de la empresa. Esto demuestra que 48,15% de las piezas que pasaron por el proceso de pintura fueron consideradas por los operadores de inspección visual como piezas en conformidad, es decir, que fueron enviadas directamente al proceso de montaje. El resto de las piezas, 51,85%, se considerará que no cumplen los requerimientos. De las piezas no conformes, el 31,0% de las piezas fueron enviadas a la operación de pulido. Las piezas que van al proceso de pulido todavía pueden ser recuperados y enviados al montaje. Sin embargo, las partes que necesitan ser pulidas, además de retardar el flujo de la línea de producción, también representan costos de mano de obra, y ocupan los operadores del primer y segundo turno para satisfacer la demanda de la reparación de las piezas defectuosas.
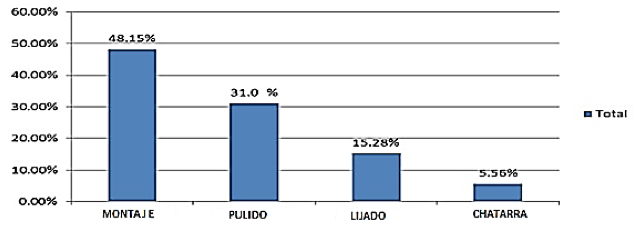
Figura 11 - Rendimiento de la línea de pintura.
Fuente: Autores (2016).
En la Figura 12 se tiene el procedimiento actual. En la Fig. 12.1 con el material ABS y los altos costos para la pintura y el acabado, en la Fig. 12.2 tenemos la propuesta de este trabajo para adherirse al material ASA, con la reducción a cero en la pintura y el acabado final y en la Fig. 12.3 reducción de los costes.
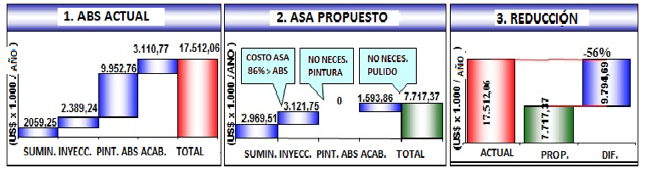
Figura 12 - Rendimiento de la línea de pintura.
Fuente: Autores (2016).
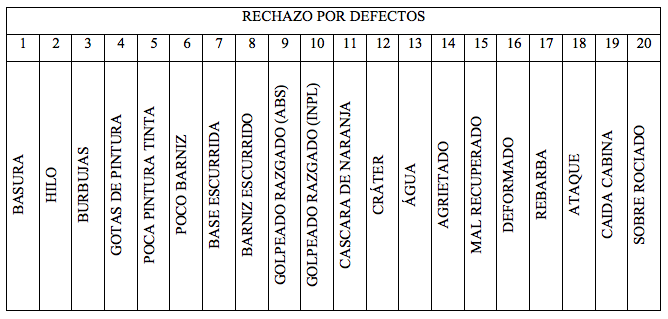
En la Tabla 4 se muestran y describen veinte tipos de defectos en el proceso de pintura. Dado que al menos cinco de estos defectos se hacen resaltar en este artículo, por tener más ocurrencias y precisar de más atención para evitarlos o minimizar su aparición.
Tabla 4: Rechazo por defectos
Fuente: Autores, (2016).
1. Basura: son partículas en polvo o de composiciones de polvo que se depositan a partir de la suspensión en el aire, causando suciedad en cualquier parte de la cabina de pintura y las pistolas de pintura.
2. Hilo: son restos de pintura dejados en los bordes de las piezas después de pintadas en forma de hilo / línea.
3. Burbujas: son bolas de barniz que aparecen en la estufa de secado a causa de las altas temperaturas.
4. Gotas de pintura: son salpicaduras de pintura dejadas caer o escurridas de la pistola en la pieza.
5. Poca pintura: significa que el operador / pintor pasó pocos chorros de tinta en un lugar determinado de la pieza.
6. Poco barniz: significa que el operador / pintor pasó pocos chorros de barniz en un lugar determinado de la pieza.
7. Base escurrida: significa que el operador / pintor superó la inyección de pintura en un lugar determinado de la pieza.
8. Barniz escurrido: significa que el operador / pintor superó chorros de barniz en un lugar determinado de la pieza.
9. ABS golpeado o rayado: es la falta de atención del operador / pintor al dejar que una parte del cuerpo, lo más común las manos, tocaren en alguna parte la pieza, aún con tinta fresca.
10. Golpeado o rayado (INPLA) es cuando la pieza llega con defectos de rayado directamente desde el proveedor.
11. Cáscara de naranja: es la calidad y la suavidad de la pintura cuando la textura de la pintura no es adecuada y puede causar la apariencia de la fruta.
12. Cráter: son salpicaduras o contaminaciones del disolvente o aceite salidas de la pistola después de que se realizó el cambio de tinta o la limpieza de misma.
13. Agua: son salpicaduras de agua salidas de la pistola después que fue hecha la limpieza.
14. Agrietado: es la pieza mal recuperada, mal lijada, de un color pintada en otro color.
15. Mal recuperado.
16. Deformado: son piezas deformadas, llegadas así del proveedor o que ocurrió en los ganchos. Pieza deformada es descartada.
17. Rebarba: son restos de pintura en los márgenes / bordes de la pieza en forma de astillas o lascas.
18. Ataque: son marcas / puntos dejados por la máquina de inyección, estos defectos vienen desde el proveedor y para recuperar la pieza se debe aplicar una imprimación gris.
19. Caída cabina: es la caída de la pieza de los ganchos.
20. Sobre rociado: es la aparición de burbujas de barniz o pintura, debido al exceso de estas o a la alta temperatura de la estufa.
La figura 13 muestra la disposición de las cabinas de pintura ABS.
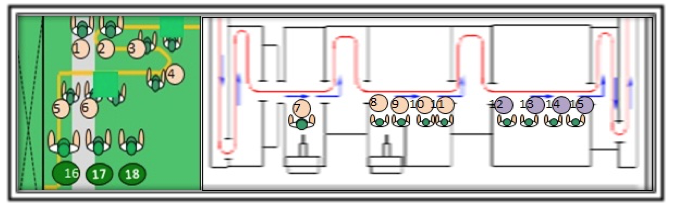
Figura 13: Cabina ABS.
Fuente: Autores (2016).
Un procedimiento de pintura ABS cuenta con 18 operadores en distintos puestos y cabinas. Una breve descripción se hará para un mejor conocimiento de cada puesto.
Operador 1.2.3 - estación de carga - comienzo de la línea de producción, donde se colocan las primeras piezas que se trabajarán.
Operador 4 – puesto de gancho - se lleva a cabo por un operador, donde él es responsable de hacer la configuración = 2 min (que es el tiempo de intercambio de un proceso en ejecución hasta la iniciación del siguiente proceso), dos ganchos se utilizarán para cada tipo de pieza a pintar.
Operador 5.6 - Estación de descarga - operadores destinados a hacer la retirada / cambio de las piezas de los ganchos.
Operador 7 - Estación de imprimación 1 - antes de que las partes reciben la imprimación, se realiza una preparación de las piezas.
Operador 8.9 - Base de cabina 1 (pintor 1 y 2) - la primera capa de pintura.
Operador 10:11 - Base de cabina 2 (pintor 1 y 2) - segunda capa de pintura.
Operador 12.13.14.15 – Puesto de Acabado - se habla de lacas o esmaltes, barnices o bases. Estos componentes dan el aspecto final y el color de la pieza, ofreciendo también protección frente a los agentes externos.
Operador 16:17:18 - Puesto de descarga - es la etapa final del proceso donde las piezas van para el MOCON (línea de producción de la fábrica).
La Figura 14 muestra el funcionamiento de cada pieza de tiempo.
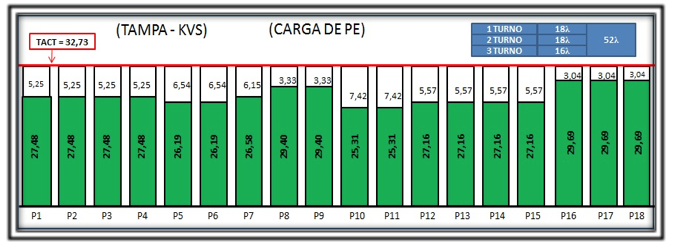
Figura 14: TACT de Produção.
Fuente: Autores, (2016).
El proceso de pintura de una sola pieza dura 4 horas, pero cada estación tiene su tiempo específico. El área verde destaca el tiempo de actividad de ejecución de la tarea y el área blanca, el tiempo que el operador está inactivo.
La investigación permitió que el objetivo fuese alcanzado de manera que los problemas de la aprobación de la pintura de piezas de plástico del proceso de producción en la fabricación de motocicletas evolucionaron de manera que se alcanzó el objetivo de disminuir el rechazo de piezas en un 5,97%. Otro aspecto que caracteriza el alcance de las actividades fue la mejora de la calidad de la pintura en el modo de ASA y cambiar el diseño del proceso de producción de la línea ajustada para incorporar y disminuir el tiempo de la pintura.
El artículo muestra una metodología que facilita la obtención de resultados en la reducción de defectos y el tiempo de producción. El diagrama de flujo de los pasos de la investigación que aquí se presentan en la Figura 1, fue seguido estrictamente y se lograron los resultados. Mientras, los métodos muestran que el objetivo de identificar los defectos, de modificar el material ABS por el ASA y reducir el porcentaje de piezas rechazadas, en un intento de mejorar la calidad del producto se logró.
En fin, también se desarrolló el proyecto de la instalación, donde no se aplica una mera aproximación y movimiento de equipos, sino la reorganización de la industria, después de la implementación de modelo de ASA.
Se obtuvieron ventajas mediante la eliminación de todas las cabinas de procesos ABS, incluyendo el pulido en el acabado (que causa defectos tales como lijado, golpeado y arañado). Ventajas también en la reducción de los costos debido a que la inversión para el nuevo modelo de diseño utilizando ASA fue de US $ 24,794.00 con el retorno de $ 9.794.69 (x1000).
Los resultados se describen en los 10 primeros defectos y 68 posibles causas en el proceso de pintura, como se ve en la Tabla 1. En la Tabla 2 se explican las 46 posibles soluciones a los mismos defectos, lo que permite al operador de la pintura que actúa directamente sobre el control de las causas para evitarlos.
Finalmente, también se desarrolló el esquema de diseño, donde no se aplica una mera aproximación y movimiento de equipamiento, sino una reorganización de la industria, después de la implementación de modelo de ASA.
Al Instituto de Tecnología y Educación Galileo de Amazonas (ITEGAM), al PPGEP del Instituto de Tecnología Universidad Federal de Pará (UFPA-ITEC) y a la Empresa MDX Compañía del Amazonas que dio parámetros estadísticos para catalogar la investigación.
Campos, L. d. L. (2008). Métodos e técnicas de pesquisa em psicologia: Alínea.
Da Silva, E. R., Cardoso, B. C., & de Sequeira Santos, M. P. (2011). O aumento da taxa de motorização de motocicletas no Brasil. Revista Brasileira de Administração Científica, 2(2), 49-63.
Davenport, T. H., & Short, J. E. (1990). The new industrial engineering: information technology and business process redesign.
DE BEM, P. (2008). Minimização do Efluente Gerado em Pré-Tratamento de Pintura Automotiva: Um caso Industrial.(Mestrado), Universidade Federal do Paraná. Curitiba, 2008.
Deming, W. E. (1982). Quality, productivity, and competitive position: Massachusetts Institute of Technology Center for Advanced En.
Edquist, C. (2011). Design of innovation policy through diagnostic analysis: identification of systemic problems (or failures). Industrial and Corporate Change, 20(6), 1725-1753.
Harada, J. (2004). Moldes para injeção de termoplásticos: projetos e princípios básicos: Artliber.
Hühne, L. M. (1990). Metodologia científica: caderno de textos e técnicas. Rio de Janeiro: Agir.
Levinson, R., Berdahl, P., & Akbari, H. (2005). Solar spectral optical properties of pigments—Part I: model for deriving scattering and absorption coefficients from transmittance and reflectance measurements. Solar energy materials and solar cells, 89(4), 319-349.
LUZZI, A. A. (2004). Uma abordagem para projetos de layout industrial em sistemas de produção enxuta: um estudo de caso. Porto Alegre: UFRGS.
Machado, F. P. (2015). Caracterização físico-química dos efluentes líquidos oriundos de uma oficina automotiva: estudo de caso.
Muther, R. (1978). Planejamento do layout: sistema SLP: E. Blucher.
Pierozan, L. (2001). Estabilização de processos: um estudo de caso no setor de pintura automotiva.
PIRES, A. B., VASCONCELLOS, E. A., & SILVA, A. C. (1997). Transporte humano: cidades com qualidade de vida. São Paulo: ANTP.
Yin, R. K. (2015). Estudo de Caso-: Planejamento e Métodos: Bookman editora.
1. Universidade Federal Do Pará – UFPA – botelholina@hotmail.com
2. Universidade Federal Do Pará – UFPA - jandecy.cabral@itegam.org.br
3. Universidade Federal Do Pará – UFPA- quaresma@ufpa.br