Espacios. Vol. 36 (Nº 17) Año 2015. Pág. 15
Otimização dos custos com a aquisição de matéria-prima através do lote econômico de compras e da melhoria do arranjo físico de recebimento em uma empresa
Optimization of costs with the acquisition of raw materials through the economic order quantity and improving the physical arrangement of receipt in a company
Eduardo Ferreira DASSAN 1, Dayane SANTOS 2, Enio Fernandes RODRIGUES 3, Luiz Teruo KAWAMOTO 4, Alexandre FORMIGON 5
Recibido: 14/05/15 • Aprobado: 22/07/2015
Contenido
10. Cenário pós implantação da proposta e apresentação dos dados comparativos
12. Ações de ajuste pós implantação
RESUMO Compras é o setor responsável por grande parte dos custos gerados em uma empresa, e, desta forma, este estudo irá mostrar que é possível praticar a redução de custos de compras de matéria-prima por meio da utilização do lote econômico de compras associado a otimização do layout de armazenagem para melhorar os processos de recebimento e estocagem de matéria-prima. Este estudo demonstra que a falta de otimização do arranjo físico de uma área de armazenagem pode contribuir com o aumento nos custos de compras de matérias-primas, além de propor melhorias que possam contribuir com a redução dos custos de compras por meio da otimização do arranjo físico da área de armazenagem. Para o desenvolvimento deste estudo, a metodologia empregada foi uma pesquisa aplicada, que se baseia nos princípios de movimentação e armazenagem e o procedimento técnico utilizado foi o método do estudo de caso. Para realizar a proposta de melhoria foi utilizada a revisão da planta e elaboração da proposta do layout para a realização dos cálculos e elaboração de tabelas. Os resultados deste estudo mostram que com a utilização do lote econômico de compras é possível obter uma redução de 9,30% nos custos de compra de matéria-prima da empresa, além de obter uma economia anual de R$ 96.000,00, e também poder otimizar o recebimento e movimentação de material na área de armazenagem. |
ABSTRACT: Purchasing is the sector responsible for much of the costs incurred in a company and thus, this study will show that it is possible to practice the purchasing cost reduction of raw material by using the economic order quantity associated with optimizing the storage layout to improve the reception and storage processes of raw materials. This study demonstrates that the lack of optimization of the physical arrangement of a storage area can contribute to the increase in raw material purchasing costs , and propose improvements that can contribute to reducing purchasing costs through the optimization of arrangement physical storage area. To develop this study, the methodology was applied research , which is based on the principles of handling and storage and the technical procedure used was the case study method . To complete the proposed improvement was used to review the plan and preparation of the layout proposed for the purposes of the calculation and drafting tables. The results of this study show that using the economic order quantity can get a reduction of 9.30% in purchase costs of raw materials of the company, plus get an annual savings of R$ 96.000,00, and also be able to optimize the receipt and handling of material in the storage area. |
1. Introdução
Situações econômicas podem influenciar no aumento da competitividade do mercado globalizado, sendo necessário buscar melhorias sempre. Uma maneira usada por muitas empresas é aplicar técnicas de redução de custos para melhorar sua margem de lucro buscando na gestão de estoques ferramentas para obter vantagens competitivas com a redução de custos com armazenagem. Outra ferramenta bastante útil para a redução de custos é a utilização do lote econômico de compras, pois esta ferramenta possibilita à empresa adquirir a quantidade ótima de material, reduzindo assim os custos de aquisição e custo do pedido. Entretanto, alguns autores relatam que esta ferramenta não vislumbra a estrutura organizacional da empresa e assim, pode gerar quantidades de compras incompatíveis. Desta forma, se faz necessária a readequação e otimização da área de armazenagem da empresa para que seja possível a alocação de uma quantidade maior de material.
Um arranjo físico adequado e um layout pertinente permitem utilizar a tridimensionalidade de um armazém, da maneira mais eficiente possível, pois um bom projeto irá proporcionar uma movimentação de materiais e acesso a qualquer material de modo rápido, fácil e seguro. O layout adequado pode servir como um diferencial, pois os produtos serão: localizados e movimentados de forma mais rápida, as distâncias serão reduzidas, serão evitados os retrabalhos e serão evitados desperdícios e/ou avarias, reduzindo assim os custos da operação. Este trabalho tem como objetivo demonstrar que a falta de otimização do arranjo físico de uma área de armazenagem pode contribuir com um aumento nos custos de compras de matérias-primas, além de propor melhorias que possam contribuir com a redução dos custos de compras por meio da otimização do arranjo físico da área de armazenagem. O objeto de estudo é uma pequena empresa do segmento de automação industrial fabricante de máquinas e equipamentos localizada em Suzano. O estudo justifica-se pela necessidade de redução de custos para a empresa objeto do estudo diante da atual situação econômica do Brasil. A metodologia utilizada é uma pesquisa aplicada de cunho exploratório e descritivo, utilizando-se os procedimentos de um estudo de caso na empresa objeto da pesquisa.
2. Justificativa
A relevância deste estudo se sustenta na atual situação de retração da economia brasileira, onde as empresas buscam por redução de custos em suas atividades produtivas para poder sobreviver no mercado e manterem-se competitivas. Para tanto, esta pesquisa irá abordar a prática do Lote Econômico de Compras (LEC) associado a otimização do arranjo físico para prospectar possibilidades de redução de custos e de implantação de melhorias para a empresa objeto deste estudo.
3. Problemática
Os problemas encontrados na empresa são:
- Aumento do custo de compra de matéria-prima devido os pedidos de compra serem realizados semanalmente;
- Incapacidade de recebimento de grandes quantidades de materiais devido às restrições de espaço para o recebimento e movimentações de materiais e da empilhadeira;
- Falta de otimização na área de armazenagem.
4. Objetivos
4.1 Objetivos Gerais:
- Demonstrar que a falta de otimização do arranjo físico de uma área de armazenagem pode contribuir com um aumento nos custos de compras de matérias-primas;
- Propor melhorias que possam contribuir com a redução dos custos de compras por meio da otimização do arranjo físico da área de armazenagem.
4.2 Objetivos específicos:
- Reduzir o custo de compra de matéria-prima;
- Utilizar o espaço existente com maior eficiência de aproveitamento;
- Facilitar o recebimento e a movimentação de materiais na área de armazenagem;
- Otimizar o layout das áreas envolvidas neste estudo sem interferir no fluxo dos processos produtivos.
5. Hipóteses
As hipóteses para o presente trabalho serão baseadas nos conceitos demonstrados no referencial teórico, e posteriormente serão confirmadas ou não nos resultados que poderão ser obtidos com a proposta de melhoria.
- Hipótese 1: A utilização do Lote Econômico de Compras (LEC) pode reduzir os custos envolvidos no estoque e na aquisição de materiais porque determina uma quantidade ótima a ser comprada.
- Hipótese 2: O LEC pode gerar quantidades de compra incompatíveis porque não vislumbra as restrições da estrutura organizacional da empresa.
- Hipótese 3: O LEC considera que a demanda e os custos são relativamente estáveis durante o ano inteiro.
- Hipótese 4: As alterações no layout podem afetar de sobremaneira o sistema de movimentação, e desta forma, a única forma de se racionalizar a movimentação de materiais em uma planta industrial ou armazém, é por meio da otimização de layout, ou seja, otimizar um layout é reduzir as distâncias percorridas pelos fluxos de materiais.
6. Referencial teórico
6.1 Lote econômico de compras
O modelo de lote econômico de compras EOQ (Economic Order Quantity) é a quantidade econômica encomendada, cada vez que surge uma nova encomenda deve se saber a quantidade exata para uma aquisição de um produto. Esse modelo foi apresentado por Ford Harris como resultado de seu trabalho na Westinghouse Corporation, que ficou conhecido como lote de Wilson, devido a grandes consultorias que o mesmo aplicou em diversas empresas na época (GARCIA et al., 2006).
De acordo com MOURA (1997), os modelos de Lote Econômico de Compra (LEC) podem se transformar numa poderosa ferramenta para o controle de custos envolvidos no estoque e sua manutenção. A partir de alguns dados coletados – como demanda e custos de pedir e de manutenção – pode-se chegar a uma quantidade de compra muito próxima da ideal.
Contudo, a quantidade ideal de um material que deveria ser pedida pode ser restringida, pois a capacidade do armazém pode limitar a quantidade pedida de um material. Além disso, a capacidade de produção e os programas de produção de outros produtos podem limitar o tamanho das quantidades pedidas (GAITHER, 2002). Percebe-se, portanto, uma das grandes falhas dos modelos LEC: ainda que apresentem as quantidades ótimas a serem adquiridas, minimizando os custos envolvidos, tais modelos não vislumbram as restrições impostas pela estrutura organizacional, gerando, algumas vezes, quantidades incompatíveis.
Para a elaboração de um modelo de estoques mais adequado à realidade da organização, de modo que as falhas sejam minimizadas, BIAZZI (2006) cita alguns aspectos que devem ser considerados pelo gestor:
• Política de estoques;
• Número de itens;
• Fluxo de material;
• Horizonte de planejamento (finito ou infinito);
• Demanda (determinística ou probabilística; estática ou dinâmica);
• Taxa de suprimento (finita ou infinita);
• Lead-time (zero, determinístico ou probabilístico);
• Atendimento da demanda (sem faltas, com atraso ou com perda de venda);
• Formas de definição de custos.
Segundo Corrêa et al. (2001) e Ballou (2001), lote econômico de compra é a quantidade ótima de unidades compradas levando-se em conta o custo de pedir (custo de obtenção) e de estocar (custo de manter) o item. O lote econômico de compra é a quantidade que será comprada a fim de minimizar os custos tanto de estocagem quanto de pedido. Considerando a modelagem mais simples, o custo total envolvido é a soma do custo do pedido mais o custo de estocagem. O custo do pedido é igual ao número de pedidos feitos multiplicado pelo custo fixo destes pedidos. O custo de estocar é igual ao estoque médio multiplicado pelo custo de estocagem.
Para Gonçalves (2004), lote econômico é a quantidade ideal de material a ser adquirida em cada operação de reposição de estoque, onde o custo total de aquisição, bem como os respectivos custos de estocagem é mínimo para o período considerado. Esse conceito aplica-se tanto na relação de abastecimento pela manufatura para a área de estoque, recebendo a denominação de lote econômico de produção, quanto à relação de reposição de estoque por compras no mercado, passando a ser designado como lote econômico de compras.
Segundo Dias (2005), o Lote Econômico de Compras (LEC) é o equilíbrio econômico entre o custo de posse (manutenção dos estoques) e o custo de aquisições (obtenção de material). O LEC é a quantidade de material a ser encomendada a cada compra a fim de se obter o menor custo total possível, levando-se em conta as despesas de armazenagem, juros do capital empatado e as despesas gerais de compras. Para determinar o LEC, o método geralmente utilizado consiste em calcular sucessivamente as quantidades correspondentes de um histórico de entradas e saídas durante um determinado período a fim de se encontrar um número padrão de utilização dos materiais. O LEC é a quantidade do pedido de reposição que minimiza a soma dos custos de manutenção de estoques e de emissão e colocação de pedidos. O cálculo do LEC considera que a demanda e os custos são relativamente estáveis durante o ano inteiro.
6.2 Armazenagem
Existem diversos tipos de locais para a realização do processo de armazenagem, porém, o mais utilizado é o armazém. Para CORREIA (2005), o sucesso do armazém está relacionado ao projeto construtivo e aos equipamentos previstos no projeto, estes fatores irão condicionar todos os demais fatores operacionais e de custos. A dinâmica de um armazém consiste basicamente em receber, movimentar, estocar/armazenar, movimentar e expedir, e, para que isto ocorra há que se dimensionar com a maior exatidão as áreas correspondentes a este processo. A função de um armazém é estocar mercadorias. Estoque é uma designação usada para definir quantidades armazenadas ou em processo de produção de quaisquer recursos necessários para dar origem a um bem com a função principal de criar uma independência entre os vários estágios da cadeia produtiva. (SEVERO FILHO, 2006). PALETTA, M. A.; SILVA, A. G (2009), definem armazém como o espaço edificado destinado à deposição, guarda e preservação de produtos e insumos, deve ser estudado pelo viés de suas capacidades estática e dinâmica. A capacidade estática está relacionada com aquilo que definimos como sendo o arranjo físico, ou seja, com a qualidade e características do prédio, enquanto que a capacidade dinâmica resulta do modelo gerencial adotado em relação aos recursos a serem trabalhados. Elas estão intimamente relacionadas e a primeira influencia fortemente a segunda, e consequentemente há que se compreender bem os limites de uma para aproveitar ao máximo as possibilidades da outra. De posse destes dados pode-se identificar se um layout é mais ou menos eficiente do ponto de vista de movimentação.
A armazenagem é uma das áreas mais tradicionais de suporte ao processo logístico, que segundo Pozo (2002), são as que dão apoio ao desempenho das atividades primárias propiciando às empresas sucesso, mantendo e conquistando clientes com pleno atendimento do mercado e com remuneração satisfatória para o acionista. Envolve a administração dos espaços necessários para manter os materiais estocados que podem ser na própria fábrica, como também em locais externos (centros de distribuição). Essa atividade envolve localização, dimensionamento, arranjo físico, equipamentos e pessoal especializado, recuperação de estoque, projeto de docas ou baías de atracação, embalagens, manuseio, necessidade de recursos financeiros e humanos, entre outros. RODRIGUES (2007), afirma que um dos princípios básicos da armazenagem é o planejamento que consiste em avaliar previamente a área de armazenagem antes de aceitar a contratação de um determinado lote a ser armazenado, verificando a existência de efetivas condições físicas e técnicas para receber, armazenar, controlar e entregar adequadamente, observando natureza, peso e dimensões unitárias, características de manuseio e segurança.
Moura (1997) menciona dois fatores importantes no processo de estocagem: um em função das características do material, que explora possibilidades de agrupamentos por tipo, tamanho, frequência de movimentação, ou mesmo até a estocagem por tipo de material que seja usado em um departamento específico. E o outro em função das características do espaço, e a forma com que se pretende utilizar este espaço, considerando o tamanho, características da construção (paredes, pisos etc.), localização em consonância às demais áreas de empresa que se relacionam, critérios de disponibilidade (existência de filas para atendimento) etc.
Para Larson et al. (1997), a filosofia de estocagem de um armazém pode ser classificada em três maneiras: armazenagem aleatória, armazenagem dedicada e armazenagem por classes. Na armazenagem aleatória os materiais são alocados em qualquer local disponível no momento deste processo. A armazenagem dedicada representa o modelo em que todo material, baseado em alguma condição, tem sua posição sempre definida no estoque. Na armazenagem por classes é uma união entre os dois métodos citados anteriormente, onde os materiais são classificados conforme critério (demanda, tipo de produto ou tamanho) e cada classe é relacionada a uma zona de armazenagem, dentro de cada zona estes materiais são distribuídos aleatoriamente. As atividades envolvidas no processo de armazenagem são: recebimento, inspeção, endereçamento, estocagem, separação, embalagem, carregamento, expedição, emissão de documentos e inventários, que, agindo de forma integrada, atendem às necessidades logísticas, evitando falhas e maximizando os recursos, afirmam Guarnieri et al. (2006). O objetivo do armazenamento é utilizar o espaço nas três dimensões (comprimento, largura e altura), de maneira eficaz. As instalações do armazém devem propiciar a movimentação ágil de suprimentos desde o recebimento até a expedição.
6.3 Dimensionamento de armazéns
O dimensionamento de um armazém deve ser devidamente planejado onde deve se conhecer as necessidades entre espaço, recursos e pessoas utilizadas dentro de um processo de armazenagem. Isso tudo quer dizer que o dimensionamento do armazém deve possibilitar o acondicionamento adequado dos produtos, movimentação de recursos e pessoas, evitando que esse processo se torne confuso e oneroso. De acordo com Almeida et all (2009) o planejamento de armazenagem envolve a localização, o dimensionamento da área, a definição do arranjo físico e das baias de atracação, a escolha dos equipamentos para movimentação dos tipos de sistemas de armazenagem e dos sistemas de informação para a localização de estoques, e por fim, da definição da quantidade e a qualificação da mão-de-obra necessária.
A utilização de forma adequada partindo-se do conceito que o ideal é utilizar 100% da capacidade dos recursos disponíveis, isto porque, não se faz necessário transportar um pequeno volume em um veículo para grandes cargas ou possuir um galpão com dimensões superiores as suas necessidades. Tudo isso provoca custos desnecessários, os quais podem tornar os produtos e/ou serviços onerosos, fazendo com que a empresa perca mercado, pois um atributo tirador de pedido e perceptível pelo cliente é o preço. Como em muitas situações a demanda do consumidor final não será estável, torna-se necessário desenvolver processos que possam responder de forma rápida e flexível a essas variações (PIRES, 2009).
Conforme Peinado e Graeml (2007), o levantamento da necessidade de área física é essencial para a elaboração de um bom layout. Devido às particularidades de cada processo, máquinas, forma de trabalho e configuração da planta previamente construída, o cálculo e a divisão das áreas tornam certos níveis de detalhe específicos para cada caso. Problemas de iluminação, saídas de emergência, acesso a bebedouros e banheiros, necessidades de instalações hidráulicas, de exaustão etc., devem ser levados em conta. Peinado e Graeml (2007) afirmam ainda que apesar dos detalhes específicos de cada caso, alguns conceitos básicos e naturais devem ser seguidos para a elaboração de um bom layout.
O espaço para armazenagem abrange a grande maioria do espaço total disponível em um armazém. Um elemento crítico do processo de dimensionamento do armazém é a determinação das necessidades de espaço para a estocagem dos diversos tipos de materiais. Os passos necessários para se definir propriamente as necessidades de espaço para estocagem em um armazém incluem: definir os materiais a serem estocados e a forma de estocagem, determinar a filosofia apropriada de estocagem e a disposição dos corredores de movimentação de acordo com o fluxo de materiais (MOURA, 1997). Em função do dimensionamento da carga e do volume, pode-se determinar a quantidade de docas necessárias para o recebimento/expedição da mercadoria, verificar a área necessária para a conferência das mercadorias recebidas/expedidas, verificar a praça útil necessária/remanescente no contexto do CD (Centro de Distribuição), verificar local mais apropriado para alocação da mercadoria e providenciar equipamentos e pessoal adequado às características da carga.
A gestão do espaço físico do armazém vai além do simples cálculo de área e altura útil de armazenagem, mas antes sim deve levar em consideração a capacidade estática do armazém. Por levar em consideração uma série de fatores a capacidade estática muitas vezes é ignorada pelos gestores como ferramenta de gestão do armazém. Neste sentido, RODRIGUES (2007) propõe como ferramenta de gestão do armazém o cálculo da capacidade estática do mesmo, aqui entendida como o limite nominal de carga que uma área pode receber simultaneamente expressa em toneladas. O cálculo da capacidade estática leva em consideração a praça útil, a altura de empilhamento e o fator de estiva médio. A praça útil leva em consideração a área disponível para armazenagem deduzindo-se da área de piso todo e qualquer espaço não utilizável. A altura de empilhamento deve levar em consideração não apenas o pé direito do armazém, mas também os equipamentos necessários para a elevação da carga e a segurança da operação, bem como as características de empilhamento de cada mercadoria armazenada. O fator de estiva é entendido como o espaço ocupado por uma tonelada de uma determinada mercadoria, neste caso deve ser calculado o fator de estiva médio ponderado que leva em consideração o tipo mercadoria bem como o espaço ocupado pela mesma no armazém.
De acordo com o sistema de movimentação utilizado, obtêm-se diferentes configurações de layout. As alterações no layout afetam de sobremaneira o sistema de movimentação, e desta forma, a única forma de se racionalizar a movimentação de materiais em uma planta industrial ou armazém, é por meio da otimização de layout, ou seja, otimizar um layout é reduzir as distâncias percorridas pelos fluxos de materiais. Conforme BANZATO (2008) quando se analisam os impactos das alternativas de layout sobre a movimentação de materiais, destacam-se duas variáveis que se tornam responsáveis pelo dimensionamento dos recursos de movimentação necessários: intensidade de fluxo e distância.
6.4 Planejamento do layout
O planejamento do layout objetiva buscar uma combinação ótima entre os elementos que configuram as instalações industriais, sendo motivado pela existência de diferentes fluxos de produção e a utilização diferenciada do espaço físico. Ao se planejar, portanto, a melhoria de um layout, se deve procurar a disposição que melhor conjugue equipamentos, força de trabalho, áreas produtivas, áreas de movimentação, áreas de armazenamento, produtos, fases do processo ou serviço de forma a permitir o máximo rendimento dos fatores de produção (LAHMAR; BENJAAFAR, 2005; MENG; HERAGU; ZIJM, 2004). Apesar do problema do layout de fábrica ser um tema de grande relevância prática, a literatura sobre sistemáticas para a avaliação das alternativas de layout é relativamente limitada. A avaliação de uma alternativa de layout consiste em investigar suas características sob condições reais de tempo, espaço e informação. Assim, índices que permitam mensurar estas características são necessários de modo a tornar objetiva a avaliação de um layout e proporcionar a seleção da melhor alternativa (LIN; SHARP, 1999). Esses layouts, designados por dinâmicos, flexíveis ou reconfiguráveis, respondem rapidamente às incertezas e à variabilidade do mix de produtos, a variações no volume de produção, a variações na quantidade demandada e ao encurtamento do ciclo de vida dos produtos, enquanto continuam a minimizar a distância e maximizar a adjacência. Nesses ambientes, costuma-se afirmar que escopo tem mais importância que escala, correspondência tem mais importância do que custo e reconfigurar tem mais importância do que eficiência (BENJAAFAR; HERAGU; IRANI, 2002). Nesse contexto, é importante avaliar um projeto de layout por meio de um conjunto de indicadores, como de distância e adjacência, e acrescentar indicadores que meçam sua capacidade de operar também em ambientes dinâmicos, flexíveis e facilmente reconfiguráveis, como descritos por Benjaafar, Heragu e Irani (2002) e Raman, Nagalingam e Lin (2009).
Comparando-se as definições comumente empregadas para o termo layout e os diferentes tipos de flexibilidade de manufatura (FM), observa-se que a flexibilidade de layout (FL) poderia ser tomada como um tipo de FM que engloba um conjunto com diferentes combinações de tipos de FM tradicionalmente reconhecidos, o que muitas vezes torna difícil sua avaliação. Assim sendo, pode-se determinar em que grau os diferentes tipos de FM impactam, em um layout mais adequado, uma situação dinâmica. Poucos autores que abordam a FM abordam a FL, dentre os quais, destacam-se Webster e Tyberghein (1980) e Yang e Peters (1998). Para eles, a FL é definida como a habilidade do layout reagir efetivamente às várias mudanças no ambiente fabril, causadas pelas transformações incessantes nas necessidades dos clientes e pelos distúrbios internos do negócio, em termos de custo e tempo. Na prática, a FL é representada pela variedade de pequenos rearranjos de layout que podem ser realizados com baixas penalizações em custos, para absorver as incertezas no ambiente fabril. Baixas penalizações em custos, por sua vez, significam minimização de perda de tempo e de esforços e maximização de desempenho ao efetuar mudanças. Ao que parece, a FL gera um layout em que alguns pequenos rearranjos continuarão a ser rotineiros, porém serão efetivados com menores esforços. Outros rearranjos irão exigir esforços especiais, dependentes do tempo para execução, grau de planejamento e quantidade de recursos humanos, infra-estruturais e econômicos envolvidos. (Ruppenthal Neumann Sanson Fogliatto 2013).
7. Metodologia
Para o desenvolvimento deste estudo, a metodologia empregada foi uma pesquisa aplicada, que se baseia nos princípios de movimentação e armazenagem (MOURA, 1997), a fim de solucionar problemas de várias naturezas, por meio da aplicação de métodos práticos no ambiente em estudo. A abordagem do problema foi realizada por uma pesquisa qualitativa, de cunho exploratório e descritivo, que visa analisar e correlacionar os fatos por meio de observação e registros, baseado na documentação direta e indireta. Conforme Andrade (1993), a documentação direta se relaciona com a pesquisa bibliográfica e documental, e a documentação indireta se baseia nas técnicas de observação, nas entrevistas e visitas ao local.
Como procedimento técnico foi utilizado o método do estudo de caso, que possibilitou uma visão geral do ambiente, e a partir da análise do objeto de estudo, foram levantadas questões importantes, levando à solução de problemas específicos. Optou-se pela realização do estudo na empresa em questão, devido à facilidade de acesso, à disponibilidade de dados para a pesquisa e à necessidade de se fazer um diagnóstico para melhoria da área de armazenagem. Para tanto, foram avaliados os layouts atuais da empresa, a disponibilidade das informações e a necessidade de um estudo nos setores envolvidos.
O estudo foi realizado com o foco na otimização da área de armazenagem da empresa, para que assim fosse possível reduzir os custos de compra de matérias-primas. As sugestões de melhorias no arranjo físico das áreas envolvidas se limitaram à estrutura existente e às restrições do espaço físico. Para tanto, foi utilizado como ferramenta de desenho, o software AutoCAD, para a reprodução da planta baixa para a proposta de melhoria, e o software Microsoft Excel para a realização dos cálculos.
8. Estudo de caso
8.1 Caracterização da empresa pesquisada
O objeto de estudo é uma empresa de pequeno porte que atua no segmento de automação industrial e está situada na cidade de Suzano. A empresa atua desde 1988 na fabricação de máquinas especiais para produção e desenvolvimento de células robotizadas, e possui atualmente um quadro de 55 funcionários. As áreas a serem estudadas nesta pesquisa restringe-se somente a área de armazenagem e a área de um galpão que está desativado atualmente, onde antes funcionava o almoxarifado de peças elétricas. A área de armazenagem possui 216,09m², e o galpão desativado possui 68,90m².
8.2 Coleta de dados
Os dados para análise foram coletados por meio da análise da planta da empresa onde foi mapeado o processo de recebimento conforme demonstra a figura 1, considerando o layout atual, onde será realizado o estudo na área destinada a armazenagem de matéria-prima, onde são armazenados tubos, perfis, cantoneiras, vigas e barras diversas com comprimentos de 3 a 6 metros. A área em questão também divide o espaço com os setores de solda e calderaria. Também será analisada a área de um galpão que está inativo atualmente, que antes era destinado ao setor de almoxarifado de peças elétricas. Além disso, também foram coletados dados referentes a demanda de matéria-prima no sistema ERP (Enterprise Resource Planning) utilizado na empresa, além de observações diretas realizadas na empresa. Também foram coletadas as especificações técnicas dos cantilevers que a empresa utiliza no manual técnico disponibilizado pelo fornecedor em sua página na internet.
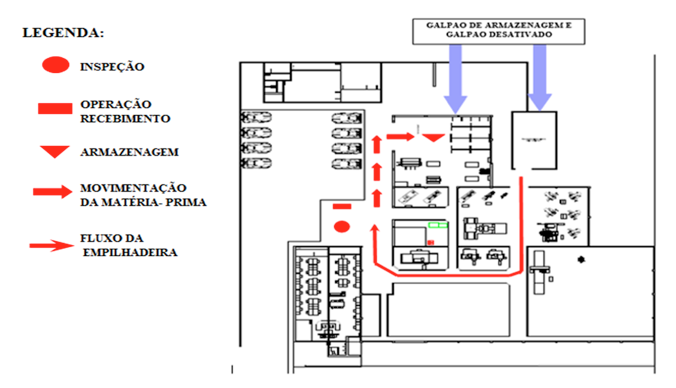
Figura 1: Cenário atual do recebimento de matéria-prima contemplando
o fluxo da empilhadeira, movimentação e armazenagem do material.
8.3 Análise dos dados
Com a análise da planta, considerando as medidas especificadas, foram realizados os seguintes cálculos: área total, área de armazenagem, área da solda, área da calderaria, área de circulação e do corredor, volume utilizado, além da área total do galpão inativo. Conforme layout demonstrado na figura 2, a área total destinada a armazenagem de matéria-prima compreende 216,09m², sendo que o espaço efetivo de armazenagem utiliza apenas 21,27% desta área, ou seja, apenas 45,96m², o que dificulta a movimentação dos materiais. A área ocupada pelo setor de solda ocupa 33,08m², e a calderaria ocupa 61,25m². Além disto, também existe um corredor de passagem que ocupa uma área de 9,15m², e também há uma área de circulação de 66,64m². O pé direito do galpão é de 9 metros, sendo que a altura operacional é de 7,5 metros. A área total do galpão desativado compreende 68,90m².
As matérias-primas são estocadas em estruturas do tipo estantes cantilevers média simples (que possuem braços apenas de um lado), sendo que existem 6 cantilevers de 6 metros de comprimento por 3 de altura, e 2 cantilevers de 2,75 de comprimento por 3 de altura. Os braços dos cantilevers possuem 800mm de comprimento, e a capacidade de carga é de 240kgf por braço. Cada cantilever de 6 metros possui 15 braços, totalizando 90 braços. Os cantilevers de 2,75 metros possuem 9 braços cada, totalizando 18 braços. Como a capacidade de carga dos braços é de 240kgf, a capacidade de estoque atual da empresa é de 25.920kg. Isto porque a empresa não utiliza todo o volume útil do galpão, pois se a empresa utilizasse cantilevers de 6 metros de altura, poderia ter uma capacidade de 51.840kg.
A demanda de matéria-prima da empresa é em média 20.000kg por mês, e esta demanda não costuma sofrer alterações bruscas porque todas as máquinas e dispositivos que a empresa fabrica utiliza estas matérias-primas para compor a estrutura do equipamento, e isto pôde ser observado com os dados coletados do módulo de compras do sistema ERP utilizado pela empresa, que mostrou que esta demanda não sofreu muitas alterações nos últimos 12 meses. Neste período, a empresa pagou em média R$ 4,30 o kilo do aço, o que gerou um custo de aproximadamente R$ 86.000,00 por mês. Atualmente, os pedidos de compra são programados considerando as dificuldades encontradas na atual configuração do layout, ou seja, não há como receber e descarregar grandes quantidades de materiais, pois o arranjo físico não permite que estes materiais sejam levados pela empilhadeira até a área de armazenagem, pois a mesma não permite a passagem e a movimentação da empilhadeira, sendo que os materiais são descarregados pela empilhadeira na área externa da empresa, e são levados para a área de armazenagem com a utilização de carrinhos manuais, e são estocados com o auxílio de guinchos do tipo girafa, e por isso, os pedidos de compra são fracionados e programados semanalmente, o que acaba gerando um custo maior de aquisição de matéria-prima.
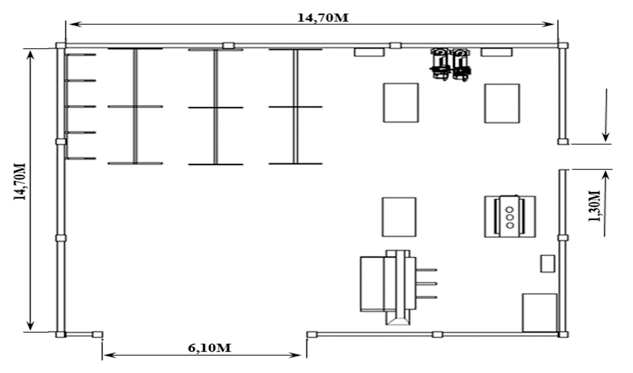
Figura 2: Área de armazenagem atual.
----
Tabela 1: Resumo dos dados coletados referentes ao dimensionamento do galpão de armazenagem e do galpão desativado.
Área total do galpão de armazenagem |
216,09m² |
Área útil atual de estoque |
45,96m² |
Área ocupada pelo setor de solda |
33,08m² |
Área ocupada pelo setor de calderaria |
61,25m² |
Área do corredor |
9,15m² |
Área de circulação |
66,64m² |
Pé direito do galpão |
9 mts |
Altura operacional |
7,5 mts |
Grau de utilização em relação ao estoque |
21,27% |
Volume utilizado atualmente |
137,88m³ |
Área total do galpão desativado |
68,90m² |
9. Proposta de melhoria
De acordo com a análise da planta da empresa e do dimensionamento das áreas do galpão destinado a armazenagem e do galpão desativado, foi realizado um novo cálculo de dimensionamento destas áreas, onde será proposto a empresa a readequação do arranjo físico destes dois galpões, de forma que a empresa faça a alocação dos setores de solda e calderaria para o galpão que está desativado atualmente, pois conforme layout sugerido na figura 4, estes dois setores (suas respectivas máquinas e equipamentos) podem ser perfeitamente alocados no espaço disponível de 68,90m², pois apesar do layout atual mostrar que a área da solda ocupa 33,08m² e a calderaria ocupa 61,25m², as distâncias entre as máquinas e os equipamentos destas áreas podem ser reduzidas sem interferir no fluxo e nas movimentações dos materiais e dos funcionários, conforme pôde ser analisado nas medições realizadas e na observação direta, além do fato destes dois setores permanecerem próximos ao setor de usinagem. Desta forma, o galpão que é destinado para a armazenagem de matéria-prima seja utilizado somente para este fim, onde a empresa terá um maior aproveitamento desta área, além de melhorar o fluxo de recebimento e de movimentação de mercadorias, e também aproveitar melhor a sua capacidade de estoque.
Conforme layout sugerido para a área de armazenagem como demonstra a figura 3, os novos dimensionamentos do galpão serão: área total de 216,09m², sendo que os cantilevers deverão possuir uma distância de 50 centímetros das paredes laterais, do fundo e de uma parte da frente e o corredor de passagem não será mais utilizado, resultando em uma área útil de 191,04m², o que resultará em um aproveitamento de 88,40% do galpão. Considerando a altura operacional de 7,5 metros, o volume útil passará a ser de 1.432,80m³. Além disso, o portão do galpão deverá ser aumentado em 30 cm para permitir a passagem da empilhadeira com as barras de 6 metros de comprimento, com uma folga de 40 cm das paredes (a atual abertura do portão é de 6,10 mts).
Em relação a capacidade de estoque, como a empresa utiliza cantilevers de 3 metros de altura com braços que suportam um peso de 240kgf por braço, a capacidade em kilos permanecerá de 25.920kgf. O que poderá ser melhorado é a capacidade de recebimento de mercadoria, pois atualmente a empresa consegue receber em média 5.000kg de material por semana, uma vez que o espaço disponível no arranjo físico atual não permite a entrada e a movimentação da empilhadeira na área de estoque, e por isso o recebimento é reduzido porque os materiais são recebidos na área externa da empresa e levados para a área de estoque com a utilização de carrinhos manuais, e por isso, os pedidos são programados semanalmente. Com a otimização da área de armazenagem conforme proposto, a empresa poderá receber a sua demanda média de 20.000kg por mês de uma só vez, pois o novo layout permite o recebimento dos materiais dentro da área de armazenagem e a entrada e movimentação da empilhadeira. Com isso, a empresa poderá fazer um único pedido de compra mensal de matéria-prima, o que reduzirá os custos de aquisição destes materiais.
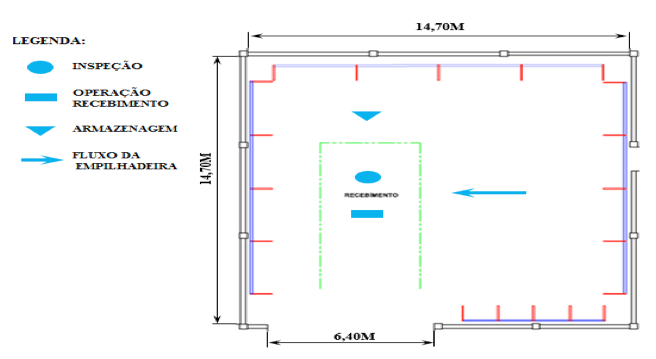
Figura 3: Layout da proposta de melhoria.
-----
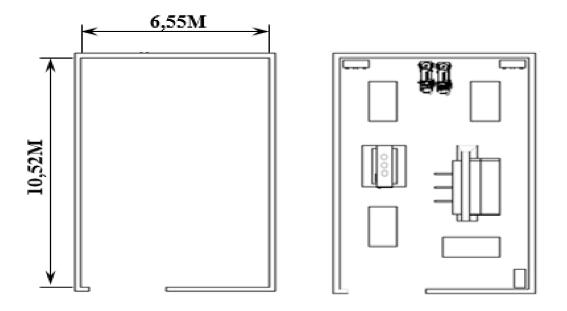
Figura 4: Área desativada e o layout proposto para alocação da solda e calderaria.
10. Cenário pós implantação da proposta e apresentação dos dados comparativos
A figura 5 demonstra um comparativo dos fluxos atual e proposto das atividades de recebimento e movimentação dos materiais e da empilhadeira. Nota-se que todas as atividades de recebimento poderão ser feitas dentro da área de armazenagem, e não haverá o deslocamento da empilhadeira de dentro para fora da fábrica, pois ela já estará na área de recebimento. Também não haverá mais o recebimento e a movimentação do material na área externa da empresa, pois os mesmos poderão ser feitos dentro da área de armazenagem.
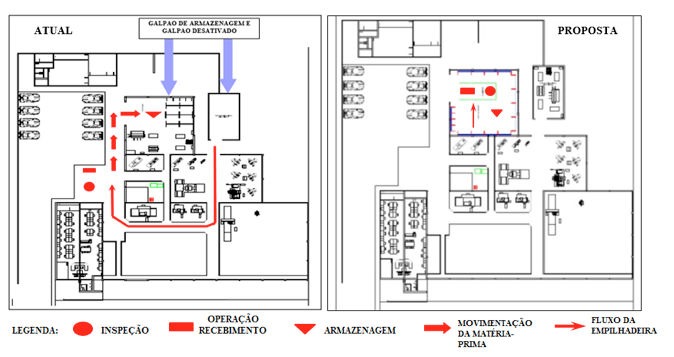
Figura 5: Comparativo do mapeamento atual do fluxo da empilhadeira e do recebimento e armazenagem do material com a proposta de melhoria.
Além disso, haverá outros ganhos conforme demonstrado na tabela 2:
Tabela 2: Comparativo das situações atual e proposta e os ganhos que serão adquiridos.
|
ATUAL |
PROPOSTA |
GANHOS |
Área útil de estoque |
45,96m² |
191,04m² |
145,08m² |
Aproveitamento |
21,27% |
88,40% |
67,13% |
Volume útil |
344,7m³ |
1.432,80m³ |
1.088,10m² |
Custo de compra mensal |
R$ 86.000,00 |
R$ 78.000,00 (média) |
Redução de R$ 8.000,00. |
Tempo de recebimento mensal, considerando a movimentação do material da área externa até a área de armazenagem |
120 minutos |
30 minutos |
Redução do tempo mensal de recebimento de 90 minutos. |
Trajeto da empilhadeira para recebimento |
110 metros (considerando ida e volta) |
0 |
A empilhadeira já ficará na área de recebimento. |
Ergonomia no trabalho |
Esforço físico do funcionário para levar o material até a área de armazenagem. |
Não haverá esforço físico. |
O material será recebido e estocado pela empilhadeira. |
Condições de pagamento |
28,42,56 dias |
30,60,90,120,150 dias |
Aumento das condições de pagamento. |
Capacidade de recebimento |
5.000kg |
20.000kg |
Aumento da capacidade em 15.000kg. |
Emissão de pedido de compra de matéria-prima mensal |
4 pedidos |
1 pedido |
Redução dos custos de emissão de pedido (papel, telefone, luz, tempo despendido pelo funcionário de compras para emissões dos pedidos, negociações, etc.). |
Com a readequação do arranjo físico da área de armazenagem conforme proposto, a empresa terá a capacidade de recebimento de materiais aumentada, pois o arranjo proposto permite a utilização da empilhadeira dentro do galpão. Além disso, o recebimento também poderá ser feito dentro do galpão, pois será possível a entrada do caminhão em uma área pré-determinada, conforme layout demonstrado na figura 3. Desta forma, os pedidos poderão ser feitos mensalmente o que reduzirá o custo de compra da matéria-prima, pois conforme dados coletados no sistema, o preço médio do kilo do aço adquirido pela empresa no ano anterior foi de R$ 4,30 para uma quantidade de até 5.000kg. Para uma quantidade de compra de aproximadamente 20.000 kg por mês, este custo poderá ser reduzido de R$ 3,80 a R$ 4,00 o kilo (dependendo da variação do dólar), conforme cotação realizada com o principal fornecedor de matéria-prima. Desta forma, o custo de compra de matéria-prima poderá ser reduzido de R$ 86.000,00 para R$ 76.000,00 a R$ 80.000,00 por mês. Além disso as condições de pagamento também poderão ser mais flexíveis, pois para um pedido de aproximadamente R$ 20.000,00 o fornecedor concede um pagamento parcelado em 28,42,56 dias. Para um pedido de aproximadamente R$ 80.000,00 as condições podem ser negociadas em até 5 vezes, sendo 30,60,90,120,150 dias.
Um outro fator que também deve ser avaliado é que no atual arranjo físico da empresa, a empilhadeira percorre cerca de 55 metros linear da área onde ela fica estacionada até a área de recebimento de materiais, totalizando 110 metros considerando ida e volta. Atualmente a empilhadeira faz este trajeto percorrendo os corredores de passagem das áreas dos setores de usinagem e da produção, entretanto, estes corredores são para passagem de pessoas e quando a empilhadeira está sendo utilizada estas áreas não são demarcadas e as pessoas acabam circulando por estas áreas ao mesmo tempo que a empilhadeira, o que pode acarretar em acidentes de trabalho. Com a proposta de melhoria, a empilhadeira não fará mais este trajeto para poder receber materiais, pois a mesma poderá ficar estacionada dentro da área de armazenagem, além de poder circular livremente por esta área. Além disso, um outro fator que deve ser mencionado é que as áreas de solda e calderaria permanecerão próximas ao setor de usinagem, e não haverá interferências no fluxo de materiais nestes processos produtivos.
O tempo de recebimento dos materiais considerando os minutos no mês, também será reduzido, pois atualmente este tempo é de 120 minutos, considerando que como os materiais são descarregados na área externa da empresa, ainda há um tempo despendido com a movimentação destes materiais até a área de armazenagem, o que acaba aumentando o tempo total de recebimento. Com a proposta de melhoria, este tempo será reduzido porque a empilhadeira poderá fazer todas as movimentações necessárias para o recebimento e armazenagem do material, o que irá contribuir com os fatores relacionados a ergonomia no trabalho, pois desta forma, os funcionários do recebimento não realizarão mais esforço físico nesta atividade.
Além disso, também haverá redução com os custos de emissão de pedido de compra de matéria-prima, pois com a proposta haverá apenas a emissão de um único pedido de compra mensal, e não mais 4 pedidos como é feito atualmente.
11. Limitações da pesquisa
A pesquisa possui algumas limitações devido as informações que não foram possíveis de serem coletadas na empresa, como:
- Capacidade estática estrutural: não foi possível determinar esta variável porque não foram localizados dados quanto a resistência do piso da área de armazenagem.
- Custo de armazenagem: não foi possível determinar o custo de armazenagem da área atual em comparação com a área proposta porque não foi possível coletar os custos fixos e operacionais envolvidos na área de armazenagem.
12. Ações de ajuste pós implantação
Após a implantação da proposta de melhoria, algumas ações deverão ser ajustadas pela empresa, como:
- Demarcação da área de recebimento de material dentro do galpão de armazenagem;
- Acertar com o fornecedor de matéria-prima as datas e horários de recebimento de material;
- Orientar os funcionários da área de recebimento e ao operador de empilhadeira os novos procedimentos que serão adotados;
- Estabelecimento de indicadores de desempenho para controlar a compra e o recebimento de materiais, como: redução de custos, tempo de recebimento, confiabilidade do fornecedor quanto ao lead time de entrega que serão acertados, etc.
13. Discussão dos resultados
Como esta pesquisa baseia-se em uma proposta de melhoria, ainda não existem resultados efetivos que possam ser discutidos. Entretanto, é possível realizar uma previsão dos possíveis resultados que podem ser obtidos com a melhoria proposta. Estes possíveis resultados foram comparados com as hipóteses levantadas anteriormente:
- Resultado em relação a Hipótese 1: Apesar da empresa ser fabricante de máquinas especiais que não são produções seriadas, a demanda de matéria-prima da empresa não sofre alterações bruscas, pois as matérias-primas utilizadas para fazer as estruturas das máquinas são padronizadas (geralmente são usadas as mesmas medidas de tubos, perfis, cantoneiras e barras em geral). Desta forma, a hipótese 1 é válida para esta pesquisa pois a utilização do lote econômico de compras para a aquisição de matéria-prima pode reduzir consideravelmente os custos de matéria-prima atuais da empresa, tornando-se uma ferramenta para o controle e redução destes custos. Os cálculos abaixo mostram que a empresa poderá obter uma redução nos custos de compra de matéria-prima de 9,30%, o que significa uma economia anual de até R$ 96.000,00.
Tabela 3: Custos das situações atual e proposta.
|
DEMANDA MENSAL |
PREÇO |
CUSTO MENSAL TOTAL |
CUSTO ANUAL |
ATUAL |
20.000kg |
R$ 4,30 |
R$ 86.000,00 |
R$ 1.032.000,00 |
PROPOSTA |
20.000kg |
R$ 3,9** |
R$ 78.000,00 |
R$ 936.000,00 |
**Média entre os valores do kilo do aço que podem ser negociados entre R$ 3,80 a R$ 4,00.
-----
Tabela 4: Resultado da economia e a taxa interna de retorno.
ECONOMIA MENSAL |
R$ 8.000,00 |
ECONOMIA ANUAL |
R$ 96.000,00 |
REDUÇÃO DE CUSTOS |
9,30% |
TIR (TAXA INTERNA DE RETORNO) |
10,25% |
- Resultado em relação a Hipótese 2: A segunda hipótese levantada na pesquisa não foi confirmada, pois antes de serem avaliadas as reduções dos custos de aquisição de matéria-prima com a utilização do lote econômico de compras, foi realizado o dimensionamento da área de armazenagem para saber a capacidade de estoque da empresa. Mesmo com a limitação da pesquisa da qual não foi possível levantar a resistência do piso por m³, de acordo com os cálculos da capacidade dos cantilevers existentes, é possível saber que a empresa pode armazenar atualmente cerca de 25 toneladas de matéria-prima, e como a demanda por este material é de aproximadamente 20 toneladas por mês, o lote econômico de compras utilizado para a pesquisa considerou as restrições da estrutura da empresa e, por este motivo foi proposto uma melhoria do arranjo físico atual da área de armazenagem.
- Resultado em relação a Hipótese 3: A terceira hipótese pôde ser parcialmente confirmada, pois a demanda de matéria-prima da empresa realmente não costuma sofrer muitas alterações. Quanto ao custo de aquisição destes materiais, as oscilações nos preços de aquisição dos mesmos variam de acordo com o dólar e por isso, os custos envolvidos não são estáveis. Por este motivo, foi considerado que para um lote de compras de aproximadamente 20 toneladas, os custos de compra variam de R$ 3,80 a R$ 4,00 o kilo do aço.
- Resultado em relação a Hipótese 4: A quarta hipótese foi confirmada porque com a alteração do layout da área de armazenagem conforme foi proposto, será possível otimizar o espaço existente além de poder reduzir as movimentações e fluxo dos materiais, assim como na utilização da empilhadeira. Desta forma, a otimização do layout poderá proporcionar a racionalização e uma maior eficiência na movimentação dos materiais, além de um melhor aproveitamento da área de armazenagem.
Além destes resultados mencionados, também há os ganhos que poderão ser obtidos pela empresa conforme foram mencionados anteriormente, que não se restringem apenas aos ganhos financeiros mas também envolvem questões relacionadas a ergonomia no trabalho, a redução no tempo de recebimento dos materiais, a alteração no trajeto da empilhadeira para evitar acidentes, entre outros. Isto significa que a empresa além de poder reduzir seus custos de compra de matéria-prima, ela também estará proporcionado melhores condições de trabalho para os funcionários, e irá obter uma maior eficiência em relação ao aproveitamento de suas áreas com a otimização dos arranjos físicos.
14. Considerações finais
Os resultados obtidos com esta pesquisa atenderam aos objetivos almejados pois foi possível demonstrar que a falta de otimização do arranjo físico de um armazém pode acarretar em um aumento dos custos de compra por não utilizar o espaço existente com eficiência. Além disso, as hipóteses levantadas contribuíram com os objetivos pois demostraram que com a utilização do lote econômico de compras é possível reduzir os custos de aquisição de material pois determina uma quantidade ótima a ser comprada. Apesar da hipótese 2 levantar a questão que a utilização do LEC pode gerar quantidades de compra incompatíveis com a estrutura da empresa, neste estudo foi realizado primeiramente o dimensionamento da área de armazenagem para depois poder utilizar o LEC, vislumbrando assim, as restrições da estrutura organizacional. Com a hipótese 4 também foi possível confirmar que com a utilização da proposta de melhoria com a otimização do layout foi possível reduzir as distâncias percorridas pelos fluxos de materiais, o que novamente contribuiu com os objetivos pois facilitou o recebimento e a movimentação de materiais na área de armazenagem.
Muitas foram as limitações encontradas no decorrer do estudo. Dentre elas, destacam-se a dificuldade em obter alguns dados, como a resistência do piso da área de armazenagem para poder saber exatamente a capacidade estática estrutural, bem como todos os custos envolvidos. Apesar destas limitações, o estudo pôde demonstrar que com a otimização do layout da área de armazenagem, é possível dimensionar a capacidade de estoque do armazém e, desta forma, poder utilizar o modelo do lote econômico de compras para reduzir os custos com a aquisição de materiais, além de poder obter uma maior eficiência e aproveitamento do espaço existente e facilidade de recebimento e movimentação de materiais. Os resultados mostraram que a empresa poderá obter até 9,30% de redução dos custos, além de gerar uma economia anual de R$ 96.000,00. Além deste resultado, a empresa também poderá obter outros ganhos que envolvem a melhoria das condições ergonômicas de trabalho do funcionário, além de poder utilizar suas áreas fabris com maior eficiência.
Como contribuição deste estudo encontra-se a necessidade de demonstrar às pequenas empresas que a falta de otimização do layout de suas áreas pode gerar custos adicionais e desnecessários, pois muitas vezes algumas simples modificações podem trazer grandes resultados sem a necessidade de grandes investimentos. Além disso, esta pesquisa possibilita a realização de estudos futuros que podem fornecer uma visão mais ampla sobre os impactos que a falta de otimização de uma área de armazenagem pode gerar, que não se restringe apenas aos custos envolvidos, mas também com questões que envolvem a segurança do local e dos funcionários, as tecnologias que podem ser usadas para facilitar o fluxo de materiais e de informações, e também a possibilidade de poder formar parcerias com os fornecedores para melhorar os serviços oferecidos.
Referências bibliográficas
ALMEIDA, Célio Mauro Placer Rodrigues de; SCHULTER, Mauro Roberto. Estratégia Logística.Curitiba: IESD Brasil S.A, 2009.
ANDRADE, M.M. Introdução à metodologia do Trabalho Científico: Elaboração de Trabalhos de Graduação. São Paulo: Atlas, 1993.
BALLOU, Ronald H. Gerenciamento da cadeia de abastecimento: planejamento, organização e logística empresarial. 4. ed. Porto Alegre: Bookman, 2001.
BANZATO, Eduardo. Projeto de Armazéns. São Paulo: IMAM, 2008.
BENJAAFAR, S.; HERAGU, S. S.; IRANI, S. A. Next generation factory layouts: research challenges and recent progress. Interfaces, v. 32, n. 6, p. 58-76, 2002.
BIAZZI, Jorge L. de. Transparências sobre Modelos de Previsão de Demanda, 2006.
CORRÊA, H. L. et al. Planejamento, programação e controle da produção: MRP II/ERP: conceitos, uso e implantação. 4. ed. São Paulo: Atlas, 2001.
CORREIA, Germano Manuel. A visão futura do armazém. Qualilog Consultoria 2005.
DIAS, M. A. P. Administração de materiais: princípios, conceitos e gestão. 5 ed. São Paulo: Atlas, 2005.
GAITHER, Norman et FRAZIER, Greg. Administração da Produção e Operações. 8ª. Edição. São Paulo: Thomson, 2002.
GARCIA, E. S. et al. Gestão de estoques otimizando a logística e a cadeia de suprimentos. Rio de Janeiro: E-PAPERS, 2006.
GONÇALVES, P. S. Administração de materiais. Rio de Janeiro: Elsevier, 2004.
GUARNIERI, P.; CHRUSCIAK, D.; OLIVEIRA, I. L.; HATAKEYAMA, K. ; SCANDELARI, L.; BELMONTE, D. L. WMS - Warehouse Management System: adaptação proposta para o gerenciamento da logística reversa. In: Produção, v. 16, n. 01, p. 126-139, 2006.
HERAGU, S.; ZIJM, H. Design and performance evaluation of agile manufacturing systems. Enschede: Faculty of Mathematical Sciences, University of Twente, 2001.
IRANI, S. A.; HUANG, H. Cascading flow lines and layout modules: practical strategies for machine duplication in facility layouts. International Journal of Flexible Manufacturing Systems, v. 17, n. 2, p. 119-149, 2006.
LAHMAR, M.; BENJAAFAR, S. Design of distributed layouts. IIE Transactions, v. 37, n. 4, p. 303-318, 2005.
LARSON, TN.; MARCH, H. & KUSIAK, A. A heuristic approach to warehouse layout with class-based storage. IIE Transactions, volume 29, Nº 4, Abril 1997.
LIN, L. C.; SHARP, G. P. Quantitative and qualitative indices for the plant layout evaluation problem. European Journal of Operational Research, v. 116, n. 1, p. 100-117, 1999a.
LIN, L. C.; SHARP, G. P. Application of the integrated framework for the plant layout evaluation problem. European Journal of Operational Research, v. 116, n. 1, p. 118-138, 1999b.
MENG, G.; HERAGU, S. S.; ZIJM, H. Reconfigurable layout problem. International Journal of Production Research, v. 42, n. 22, p. 4709-4729, 2004.
MOURA, R. A. Manual de Logística: Armazenagem e distribuição física. Vol. 2. São Paulo: IMAM, 1997.
NEUMANN, Carla Simone Ruppenthal; FOGLIATTO, Flávio Sanson. Sistemática para avaliação e melhoria da flexibilidade de layout em ambientes dinâmicos. Gest. Prod., São Carlos , v. 20, n. 2, June 2013 .
PALETTA, M. A.; SILVA, A. G. Otimizando o layout do armazém através da movimentação eficiente de materiais. Jun. 2009. Disponível PUC-Rio.
PEINADO, J.; GRAEML A. R. Administração da produção: operações industriais e de serviços. Curitiba: UnicenP, 2007.
PIRES, Sílvio R. I. Gestão da cadeia de suprimento (Supply Chain Managment): conceitos, estratégias, práticas e casos. 2ed. São Paulo: Atlas S/A, 2009.
POZO, H. Administração de recursos materiais e patrimoniais. São Paulo: Atlas, 2002.
RAMAN, D.; NAGALINGAM, S. V.; CHIO, M. A fuzzy rule based system to measure facility layout flexibility. In: INTERNATIONAL CONFERENCE ON PRODUCTION RESEARCH, 18., 2005, Fisciano. Proceedings... University of Salerno, 2005.
RAMAN, D. et al. Effectiveness measurement of facilities layout. In: INTERNATIONAL MATADOR CONFERENCE, 35., 2007. Proceedings... Springer, 2007. p. 165-169.
RAMAN, D.; NAGALINGAM, S. V.; LIN, G. C. I. Towards measuring the effectiveness of a facilities layout. Robotics and Computer-Integrated Manufacturing, v. 25, n. 1, p. 191-203, 2009a.
RODRIGUES, Paulo Roberto Ambrósio. Gestão estratégica da armazenagem. São Paulo: Aduaneiras, 2007.
SEVERO FILHO, João. Administração de logística integrada: materiais, PCP e marketing [Em linha]. Rio de Janeiro: E-papers Serviços Editoriais Ltda., 2006.
WEBSTER, D. B.; TYBERGHEIN, M. B. Measuring flexibility of job-shop layouts. International Journal of Production Research, v. 18, n. 1, p. 21-29, 1980.
YANG, T.; PETERS, B. A. Flexible machine layout design for dynamic and uncertain production environments. European Journal of Operational Research, v. 108, n. 1, p. 49-64, 1998.
1. IFSP – Instituto Federal de São Paulo – Pós-Graduação em Logística e Operações. E-mail: eduardo.dassan@hotmail.com
2. Instituto Federal de São Paulo – Pós-Graduação em Logística e Operações. E-mail: daya.santos26@hotmail.com
3. IFSP – Instituto Federal de São Paulo – Pós-Graduação em Logística e Operações. E-mail: eniofr@uol.com.br
4. IFSP – Instituto Federal de São Paulo – Pós-Graduação em Logística e Operações. E-mail: luizteruo@hotmail.com
5. FATEC-SP – Faculdade de Tecnologia de São Paulo – Graduação em Logística e Operações. E-mail: a_formigoni@yahoo.com.br