![]() ISSN 0798 1015
ISSN 0798 1015

![]() ISSN 0798 1015
ISSN 0798 1015
Vol. 38 (Nº 28) Año 2017. Pág. 23
Benedito Carlos de ALMEIDA 1; Ivan TOMASELLI 2; Ricardo Jorge KLITZKE 3
Recibido: 03/01/17 • Aprobado: 12/02/2017
RESUMO: Este estudo teve como objetivo avaliar a qualidade da secagem de madeiras nos polos madeireiros de Sinop, Alta Floresta e Juína do Estado do Mato Grosso, sendo incluindo aspectos operacionais e tecnológicos. Através de visitas técnicas avaliaram-se as câmaras convencionais de secagem, quanto à operação e qualidade da madeira seca. As avaliações indicaram ineficiências na operação, resultado da baixa qualificação da mão de obra e uso de equipamentos com nível tecnológico ultrapassado, resultando em baixa qualidade na madeira após a secagem, sendo necessários investimentos em equipamentos, capacitação técnica por meio de centros de ensino e pesquisa da região. |
ABSTRACT: The objective of this study was to evaluate the quality of wood drying in the Sinop, Alta Floresta and Juína timber poles in the State of Mato Grosso, including operational and technological aspects. Through technical visits, the conventional kilns drying were evaluated, regarding the operation and quality of the drying of wood. The evaluations indicated inefficiencies in the operation, as a result of the low qualification of the workforce and the use of equipment with an outdated technological level, resulting in poor quality in the wood after drying, requiring investments in equipment, technical training through teaching and research centers of region. |

A Amazônia brasileira representa cerca de um terço das florestas tropicais do mundo, abrigando algumas centenas de espécies de árvores, das quais, cerca de 350 já estão sendo utilizadas para fins madeireiros (Barros & Veríssimo, 2002). Segundo dados do IBAMA (2010) existem um grande número de espécies comercializadas no Brasil e registradas no Sistema de Controle de Origem Florestal (DOF), sendo que 50% do volume total é concentrado em apenas 33 espécies.
O Estado de Mato Grosso tem 141 Municípios, distribuídos em uma extensão territorial de 903.357,91 km² e com uma população de 3.115.336 (RIBEIRO 2013 apud IBGE, 2012). Aproximadamente 52% do Estado são cobertos pela floresta amazônica, e o potencial madeireiro é estimado em 400 milhões de m3. A produção madeireira do Estado está fortemente concentrada nos municípios localizados na região norte, acima do paralelo 13, que fazem parte da floresta amazônica e caracterizam-se pela alta biodiversidade (SENAI/DN, 2002).
Segundo Pereira et al. (2010) o estado do Mato Grosso é o segundo maior produtor de madeira tropical da Amazônia brasileira, respondendo a 31% do total produzido pelos três maiores produtores, Pará (PA), Mato Grosso (MT) e Roraima (RO), e gerando uma receita bruta de US$ 803,20milhões. O estado abriga 20 polos madeireiros distribuídos em três zonas.
Um aspecto importante foi a migração da atividade madeireira em direção ao oeste do Pará, sudeste do Amazonas e extremo noroeste do Mato Grosso. A grande maioria das empresas são serrarias, e o restante são laminadoras e fábricas de compensados. A proliferação de empresas ocorreu a menos de 10 anos e principalmente nos polos de Novo Progresso; Castelo dos Sonhos (oeste do Pará); Colniza e Aripuanã, extremo noroeste do Mato Grosso (IMAZON, 2005).
Dados do Ministério do Meio Ambiente, Instituto Nacional de Pesquisas Espaciais(Inpe) e Sema-MTapontam que em Mato Grosso o setor florestal gera 56.932 de empregos diretos e possuindo 1.390 empresas de base florestal. Cerca de 9%, da produção é destinada à exportação, 68% é destinada a outros Estados da federação e 23% comercializadas no próprio estado. Um relatório do Instituto Mato-grossense de Economia Agropecuária (IMEA) indica a evolução do setor de base florestal do Estado e as mudanças nos últimos 30 anos. A pesquisa feita pelo Instituto mostra a importância do setor , e indica a necessidade de buscar e explorar o seu potencial considerando aspectos de legalidade e sustentabilidade (CIPEM, 2015).
Para apoiar este processo o Governo do Estado de Mato Grosso através da Secretaria de Indústria, Comércio e Mineração, tem desenvolvido ações para melhoria de gestão na cadeia produtiva da madeira, e o fortalecimento deste setor econômico. Entre as ações esta a criação do PROMADEIRA - Programa de Desenvolvimento do Agronegócio da Madeira no Estado de Mato Grosso, instituído através da Lei 7.200/99 e que trata da concessão de incentivos com renúncia fiscal de até 85% do ICMS por um período de 6 (seis) anos, conforme o estágio de industrialização e agregação de valor, tornando as empresas mais competitivas (SENAI/MT, 2008).
Entretanto, apesar de todos os esforços para melhoria do processo e introdução de tecnologias em desenvolvimento, Mato Grosso, no contexto nacional, continua como um fornecedor de matéria-prima (madeira de baixo valor agregado) para indústrias localizadas em outros estados brasileiros. Esta situação se deve ao fato de que a maioria das indústrias de base florestal de Mato Grosso opera com padrão de qualidade que não atende a mercados mais sofisticados, especialmente o mercado internacional.
Dentro deste contexto, a secagem de madeira é a operação obrigatória para o processo de agregação de valor. Sem secar não é possível o desenvolvimento de produtos de maior valor agregado. Além disto, a secagem é também uma das fases de maior custo dentro da indústria de transformação de madeiras (KLITZKE, 2002, TOMASELLI 1974). Essas são as principais razões que justificam investimentos em secagem artificial, envolvendo a aquisição de estufas e a qualificação de mão de obra para o aprimoramento do processo de secagem de madeira.
A secagem convencional de madeira é a que permite maior flexibilidade. A estufa convencional pode ser definida como um equipamento projetado para a secagem de maderia serrada, com um sistema de aquecimento para operar a temperatura de 40 a 90°C, um sistema de circulação de ar forçado. O equipamento possui ainda um sistema de umidificação e entradas e saídas que permitem a renovação do ar ao longo do processo (JANKOWSKY, 1999). Para Jankowsky (1991), a qualidade do produto final depende de três fatores básicos envolvidos: insumos, processamento e mão de obra operacional e gerencial. Qualquer falha em um desses três fatores prejudicará o padrão de qualidade.
A fim de atingir as suas metas de qualidade, a empresa deve organizar o seu processo produtivo de forma que os fatores técnicos, administrativos e humanos, que afetam a qualidade e serviços, estejam monitorados e otimizados. Todo o controle deve ser orientado no sentido da redução, e prevenção de deficiências da qualidade (MACFARLENE e CASTRO, 1990).
A disputa por novos mercados tem obrigado a indústria madeireira de Mato Grosso avançar na busca de novas tecnologias, bem como no desenvolvimento de novos conceitos produtivos, visando melhorar sua competitividade através da produtividade e da qualidade de seus produtos. Se a indústria de base florestal mato-grossense quiser desenvolver produtos de maior valor agregado tais como pisos, portas, móveis entre outros, e acima de tudo garantir um padrão de qualidade para atender a mercados mais exigentes e que remuneram melhor, deverá necessariamente evoluir significativamente na secagem do material madeira, um processo vital na agregação de valor.
Visando contribuir para o desenvolvimento do processo de secagem de madeira serrada no Mato Grosso este estudo teve como o objetivo avaliar equipamentos e a operação em indústrias selecionadas localizadas em três polos madeireiros no Estado do Mato Grosso.
O estudo abrangeu municípios de Mato Grosso com grande atividade industrial madeireira, incluindo Sinop, Alta Floresta e Juína (PEREIRA et al. (2010). Em principio estes municípios apresentam maior número de estufas para secagem de madeira serrada em operação no Estado (Figura 1).
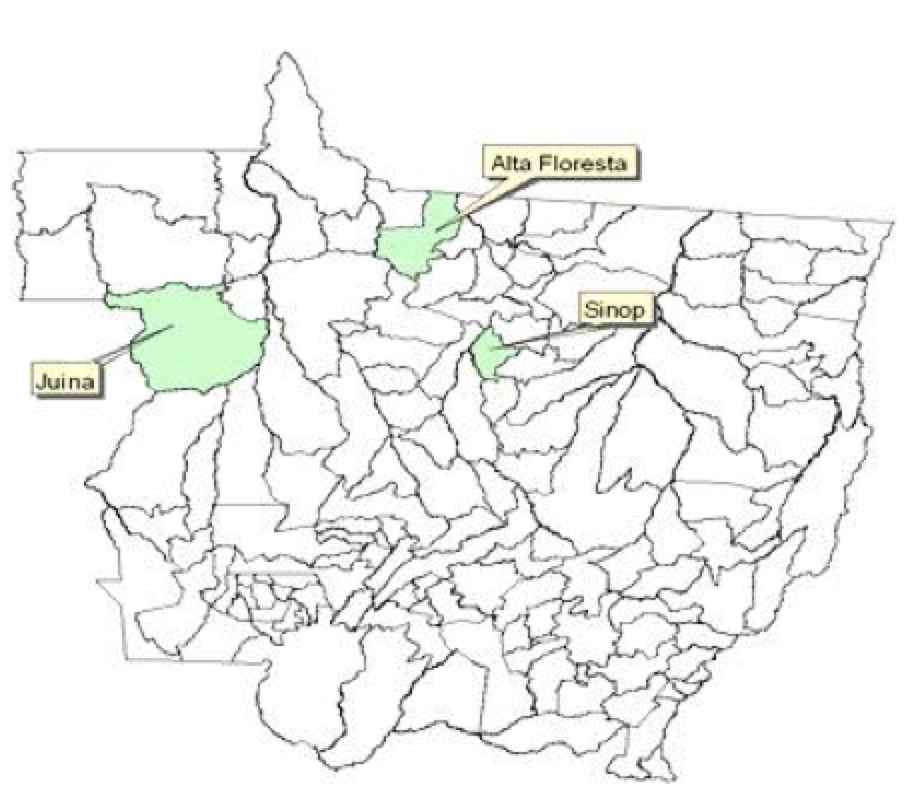
Figura 1. Poles industriais madeireiros estudados no Estado de Mato Grosso.
Figure 1. Industrial poles timber studied in Mato Grosso State.
Em uma primeira fase foi realizado um levantamento das indústrias com secagem convencional localizadas nas regiões selecionadas e da capacidade estimada de cada uma delas. Este levantamento foi baseado em consulta a sindicatos e associações madeireiras, e essas informações foram consideradas para definir a amostragem. Optou-se por trabalhar com amostragem de maneira a cobrir a variação exitente de equipamentos e de capacidade. Foram selecionadas 5 indústrias em Sinop com 16 estufas, 5 indústrias em Alta floresta com 9 estufas e 6 indústrias em Juína com 24 estufas (total de 49 estufas).
O levantamento de dados foi feito com base em visita a cada uma das indústrias selecionadas. Foi utilizado um questionário e realizada uma verificação dos equipamentos utilizados para secagem. As informações coletadas incluíram dados do equipamento, capacidade útil, sistema de carregamento, sistema de controle, sistema de ventilação, sistema de aquecimento, especificações da geração de energia térmica, sistema de renovação de ar, programas de secagem, nível de conhecimento técnico dos operadores .
Para avaliação dos resultados da operação de secagem foi considerada a qualidade da madeira serrada, o empilhamento no setor de preparação da madeira para secagem com acompanhamento no processo de carregamento. Foi ainda coletado informações sobre as dimensões das tábuas, avaliado o empilhamento. Em cada caso foram feitas 25 medições de tábuas e de sarrafos separadores.
Os resultados do processo foram avaliados com base nos defeitos e no teor de umidade final. Para tal foram consideradas 25 amostras por estufa, com uma cobertura de 5 estufas por região, totalizando 15 estufas. As amostras foram retiradas de diferentes locais visando cobrir a variabilidade do material. Foram avaliadas rachaduras (superfície) e os empenamentos, seguindo metodologia proposta por Severo (2000). A medição do teor de umidade final foi realizada com medidor elétrico de umidade tipo resistivo. Os dados foram tabulados, analisados e apresentados os resultados utilizando estatistica descritiva e anova.
Na comparação dos resultados das variáveis mensuradas de espessura dos sarrafos, espessura da madeira, teor de umidade final, dos empenamentos, assim como, as rachaduras, empregou-se um delineamento inteiramente casualisado, em que foram avaliados os fatores (polo – Sinop, Alta Floresta e Juína). Para tanto, foi realizado o teste de homogeneidade de variância para verificar a normalidade dos dados. Quando detectada diferença significativa entre os tratamentos, foi empregado o teste de comparação de médias, de Tukey, em nível de 5% de significância.
Com base nas informações obtidas junto aos sindicatos de classe e fornecedores de equipamentos, estima-se que nos três polos madeireiros estudados do Estado de Mato Grosso (Sinop, Alta Floresta e Juína), existam 37 indústrias praticando a secagem artificial de madeiras serradas, de um total de 380 indústrias nas regiões (IEL/FIEMT, 2012). Na Tabela 1 é apresentada a amostra selecionada para avaliação do setor de secagem artificial nos diferentes polos.
Tabela 1. Amostragem para avaliação da secagem artificial de madeira serrada nos polos.
Table 1. Samples selected for evaluation of artificial drying wood in poles.
Caracteristicas do setor e das estufas |
Polos estudados |
||
Sinop |
Alta Floresta |
Juína |
|
Número de industrias |
5 |
5 |
6 |
Número de estufas |
16 |
9 |
24 |
Capacidade instalada (m³) |
980 |
725 |
1451 |
A seleção da amostra considerou as indústrias de maior relevância, e foram incluídas 49 estufas de 6 (seis) marcas diferentes, com uma capacidade instalada total de 3.156 m³. A capacidade média das estufas foi de 65 m³ com volumes variando de 40 a 90 m³.
Considerando o potencial madeireiro do Estado de Mato Grosso e o número de indústrias de base florestal instalada no Estado com cerca de 1000 industrias (IEL/FIEMT, 2012), fica evidente que o número de indústrias que praticam a secagem artificial no Estado é muito reduzido. De acordo com relato dos empresários da região, o reduzido número de indústrias, se deve as limitações de capital para investimentos. Este fato está em parte associado à predominância da micro e pequena indústria, com baixa capacidade de investimento.
O volume médio mensal identificado de madeira serrada submetida à secagem artificial nos polos foi de 7.050 m³, com 23 espécies processadas. Do volume total produzido 84% (5922 m³) inclui 12 espécies, sendo 11 espécies tropicais nativas (92%) e uma espécie tropical exótica a Teca (Tectonagrandis). As espécies nativas comuns entre os polos foram: jatobá (Hymenaeacoubaril),Cumaru (Dipteryxodorata), Ipê (Tabebuiasp), Angelin (Hymenolobiumsp), Cedrinho(Erismauncinatum), Itaúba (Mezilaurusitauba) e Caixeta (Simaroubaamara). A Teca (Tectona grandis) foi identificada no polo de Alta Floresta, e a Maçaranduba (Manilkarasp), o Cambará (Vochysiasp), a Guarapeira (Apuleiasp) e o Tauari (Couratarisp)no polo de Juína.
O polo de Juína teve a maior concentração de industrias avaliadas (6) e representou o maior volume seco 49% (3450 m³) do total. Neste polo se concentram as industrias com maior capacidade de processamento e de secagem, demonstrando um direcionamento das indústrias para a região, provavelmente pela maior oferta de matéria prima (qualidade e variedade).
A demanda no mercado internacional muito provavelmente contribui para a preferência pelas 11 espécies e que são submetidas ao processo de secagem. Segundo os dados obtidos aproximadamente 53% (3757 m³) da madeira seca foi para atender o mercado externo e 47% (3292 m³) para o mercado interno. Do total direcionado ao mercado interno 40% para a região Sul e Sudeste, retendo na região Cento Oeste somente 7% do volume seco.
A madeira do mercado externo foi comercializada basicamente como produto aplainado - S4S (surfaced 4 sides). Para o mercado interno a comercialização é feita predominantemente como madeira bruta seca em estufa (construção civil e setor moveleiro).
De acordo com DUCATTI (2000) existem 21 fornecedores de estufas para secagem de madeira no mercado nacional, incluindo fabricantes e importatores. Destes fornecedores 9 são de fabricantes nacionais e 12 ofertam equipamentos importados. Na Tabela 2 são apresentadas as características gerais das estufas de secagem, de madeira serrada instaladas nos polos estudados.
Tabela 2. Dados gerais das câmaras convencionais de secagem nos três polos industriais.
Table 2. General data of conventional kiln dry in the three industrial poles.
Caracteristicas das estufas |
Polos estudados |
|||
Sinop |
Alta Floresta |
Juína |
||
Construção |
Alvenaria |
15 |
9 |
23 |
Alumínio |
1 |
- |
1 |
|
Carregamento |
Vagonete |
2 |
5 |
13 |
Empilhadeira |
14 |
4 |
11 |
|
Ventilação |
Superior |
14 |
4 |
11 |
lateral |
2 |
5 |
13 |
|
Aquecimento |
Ar quente |
10 |
9 |
15 |
Vapor |
6 |
- |
8 |
|
Agua |
- |
- |
1 |
|
Controle |
manual |
3 |
1 |
4 |
Automático |
11 |
6 |
20 |
|
Semi automático |
2 |
2 |
- |
|
As estufas instaladas nos três polos são todas de fabricação nacional, procedentes de seis diferentes fabricantes. Existe também um grande número de estufas de fabricação caseira (homemade). Na realidade o estudo identificou uma predominância de estufas de fabricação caseira. Nos 3 polos foram identificadas 17 estufas (35% do total), com capacidade operacional de 991 m³. A opção pela escolha da construção dos próprios equipamentos esta associada à redução de investimentos. Esses equipamentos são construídos pelas próprias indústrias em alvenaria, baseando-se em estufas instaladas na região. A falta de conhecimento técnico, em geral, compromete a eficiência do equipamento e a qualidade do material a ser seco. As estufas adquiridas de fabricantes nacionais tradicionais, entre eles: Benecke (15), Engecass (3), Equitherm (3), Secamaq (3), Cfleck-tcs(7) e Mocko & Siebert (1). A seleção do equipamento é normalmente feita com base em indicação de outro usuário (67%). Este processo de seleção está claramente associado à falta de capacidade de análise técnica, econômica efinanceira das indústrias.
Foi identificado o uso de carregamento por vagonete em 20 estufas (41% do total), sendo 2 em Sinop, 5 em Alta Floresta e 13 em Juína. Segundo Tomaselli (2000) o carregamento por vagonte facilita o processo de carga e descarga, aumetando a eficiência do equipamento, no entanto para a adoção desta opção o investimento inicial é mais elevado e existe a necessidade de maior área física. Para Jankowsky (1995) normalmente estufas com carregametno por empilhadeira são recomendados para madeirasde secagem mais lenta. Já o sistema de vagonetes é indicado para madeira de rápida secagem, em que o tempo de carga e descarga é consideravelmente reduzido permitindo aumentar a produtividade.
Independentemente do nível técnico da empresa pesquisada, no caso do carregamento das estufas com empilhadeira, observou-se que a falta de cuidado no transporte das pilhas do setor de preparação até o interior da estufa, permitia o deslocamento dos separadores, o que afetava a qualidade da madeira seca (ocorrência de empenamentos). Este fato não foi identificado no carregamento por vagonete.
Em geral o sistema de circulação de ar dos equipamentos é aceitável. No entanto deficiências técnica na circulação de ar foram identificadas nas estufas construídas pelas próprias indústrias (homemade), que se utilizaram de ventiladores adaptado e motores com problemas de dimensionamento. As velocidades do ar nas pilhas em secagem, medidas utilizando termo anemômetro, apresentaram variações entre 0,5 a 4,5m/s. AS variações na velocidade do ar encontradas entre a parte superior e inferior e ao longo da estufa, contribuíram na variação no teor de umidade final entre e dentro das tábuas após a secagem. Apesar da velocidade do ar e sua distribuição no interior da estufa serem fatores de grande influência na qualidade da secagem, estes aspectos foram negligenciados em grande parte das indústrias. O fluxo de ar através das pilhas de madeira na secagem exerce forte influência na transferência de calor à superfície da maderia e na tranferência de massa de vapor d’água da superfície para o meio secante, influenciando diretamente na velocidade e na qualidade de secagem (HILDBRAND, 1970 ; HART, 1975).
A maioria das estufas dos três polos utiliza um sistema de aquecimento baseado na injeção de ar quente (34 estufas). O ar quente é gerado através da queima direta de resíduos e o calor é transferido por trocadores. A decisão pela adoção deste sistema é baseada no menor custo de aquisição, e ainda pela facilidade de operação. São ainda importantes fatores ligados à legislação trabalhista. Independentemente do sistema de aquecimento empregado ficou comprovada a falta de manutenção, e isto gera dificuldades para atingir e manter as temperaturas estabelecidas pelos programas de secagem, resultando em baixa eficiência no processo de secagem. Segundo Jankowsky (1995) para que uma estufa possa ser considerada eficiente é necessário que as condições do meio de secagem sejam o mais uniforme possível em todo o volume da estufa. Isso significa que a distribuição de calor através dos trocadores de calor deve ser similar em toda a extensão da estufa, para não gerar diferentes temperaturas dentro da estufa.
A maioria das estufas está equipada com sistema automatizado de controle do processo. A operação é realizada por funcionários, e em alguns casos pelos próprios proprietários da empresa. As indústrias apresentaram certa preocupação com a capacitação do pessoal envolvido, obtendo capacitação junto ao SENAI – MT. A grande maioria dos operadores (65%) possui apenas primeiro grau completo, ou está cursando. Isto significa que a mão de obra empregada é pouco qualificada e despreparada para atuar no setor de secagem de madeira.
Segundo Ducatti et al. (2001) a capacitação adequada do pessoal envolvido com a secagem de madeira é fundamental. O autor sugere o uso de fichas de controle para identificar possíveis falhas, incluindo falhas de componentes eletrônicos e do funcionamento do equipamento de automação. Seria recomendável melhorar a capacidade da mão de obra, considerando maior nível de escolaridade e remuneração, compatível com a responsabilidade.
Os programas de secagem utilizados são baseados no controle da umidade e da temperatura. Na grande maioria dos casos os programas foram sugeridos pelos fornecedores de equipamento e/ou componentes. Ajustes nos programas são feitos ao longo do tempo pelos operadores. Bons resultados só poderão ser alcançados se, além da adoção de programas de secagem bem elaborados, houver o correto dimensionamento dos equipamentos e de seus componentes, aliado a uma mão-de-obra operacional qualificada. No Brasil, em geral, existe um amadorismo relacionado à operação de secagem, e apoio por parte das instuições de pesquisa e universidades é fundamental.
Durante a preparação da madeira para a secagem, além dos cuidados nas operações de empilhamento e carregamento da estufa, é recomendável buscar homogeneidade no lote. O lote deve ser de madeira da mesma espécie, possuir a mesma espessura e ter pouca variabilidade no teor de umidade. Em geral indústrias seguem estes parâmetros.
Segundo Jankowsky (1991) a preparação da madeira engloba as operações de empilhamento e o posterior carregamento da estufa. O empilhamento deve ser feito com separadores de dimensões uniformes e alinhados no sentido vertical da pilha. Isto corrobora para a redução de empenamentos e facilita o fluxo do ar através da pilha, resultando em uma secagem mais rápida e uniforme. Usar separadores com espessura variada, bem como variação na espessura das tábuas na secagem, restringe o fluxo de ar e prejudica a secagem.
As tábuas produzidas na serraria são encaminhadas para o setor de preparação da madeira para secagem (formação da pilha). Nas indústrias avaliadas este setor utiliza sistema manual, em duplas, sem o apoio de gabarito. O gabarito facilita o alinhamento dos sarrafos, melhorando a estabilidade da pilha, minimizando os defeitos de empenamentos e rachaduras (TOMASELLI, 1974). Na Tabela 3 pode-se observar a variação encontrada na espessura das tábuas e nos sarrafos separadores utilizados na montagem das pilhas.
Tabela 3. Espessura média da madeira e dos separadores, valores máximos e mínimos para os três polos.
Table 3. Average lumber thickness, stiker and maximum and minimum values for the three poles.
Polo |
Espessura da madeira |
Max. e Min. |
Espessura dos sepadores (mm) |
Max. e Min. |
Sinop |
25,19 ab (1,89; 7,49) |
29,25 22,15 |
22,70 a (2,96; 13,02) |
29,15 18,20 |
Alta Floresta |
25,84 a (1,79; 6,91) |
30,10 22,05 |
22,99 a (3,67; 15,95) |
29,25 16,05 |
Juína |
25,08 b (1,96; 7,83) |
29,15 22,35 |
24,64 b (2,54; 10,31) |
31,20 19,35 |
F |
3,5910* |
|
8,4990** |
|
Nota: Médias seguidas pela mesma letra minúscula não diferem estatisticamente entre si (Tukey, p ≥ 0,05).
**significativo a 1%; *significativo a 5%; ns não significativo a 5%.
Os valores entre parêntesis correspondem ao desvio padrão e coeficiente de variação (%),
respectivamente. Max = valor máximo; Min. = valor mínimo.
Em função do empilhamento ser realizado sem apoio do gabarito foram identificados problemas de desalinhamento dos sarrafos separadores. Muitas empresas não têm um bom entendimento da importância do dimensionamento e do alinhamento dos sarrafos separadores e muitos insucessos na secagem podem ser atribuídos a um deficiente sistema de empilhamento. A madeira serrada também pode afetar a qualidade da secagem. Quando as tábuas apresentam desbitolamento a estabilidade das pilhas é afetada e a ocorrência de defeitos é aumentada (DUCATI et al., 2001; TOMASELLI, 2000).
A Tabela 3 mostra que a espessura das tábuas encontra-se dentro do valor desejado (25mm), com baixos valores de desvio padrão e coeficiente de variação abaixo de 10%. Estes resultados são considerados satisfatórios (Pimentel Gomes, 2000), e indicam uma boa qualidade na operação de serragem. Os valores máximos e mínimos estão dentro da variação normalmente encontrados na industria madeireira, mas que podem ser minimizados. O problema, em todos os polos, está, no entanto associado à qualidade dos sarrafos separadores que apresentam um alta variabilidade dimensional. O polo de Alta Floresta foi o que apresentou maior amplitude de variação na espessura dos sarrafos. Essa variação entre os sarrafos favorece a ocorrência de empenamentos durante a secagem da madeira e também contribuem para aumentar avariação de umidade final entre as tábuas. A Figura 2 apresenta a variação na espessura dos sarrafos separadores identificada nos polos estudados.
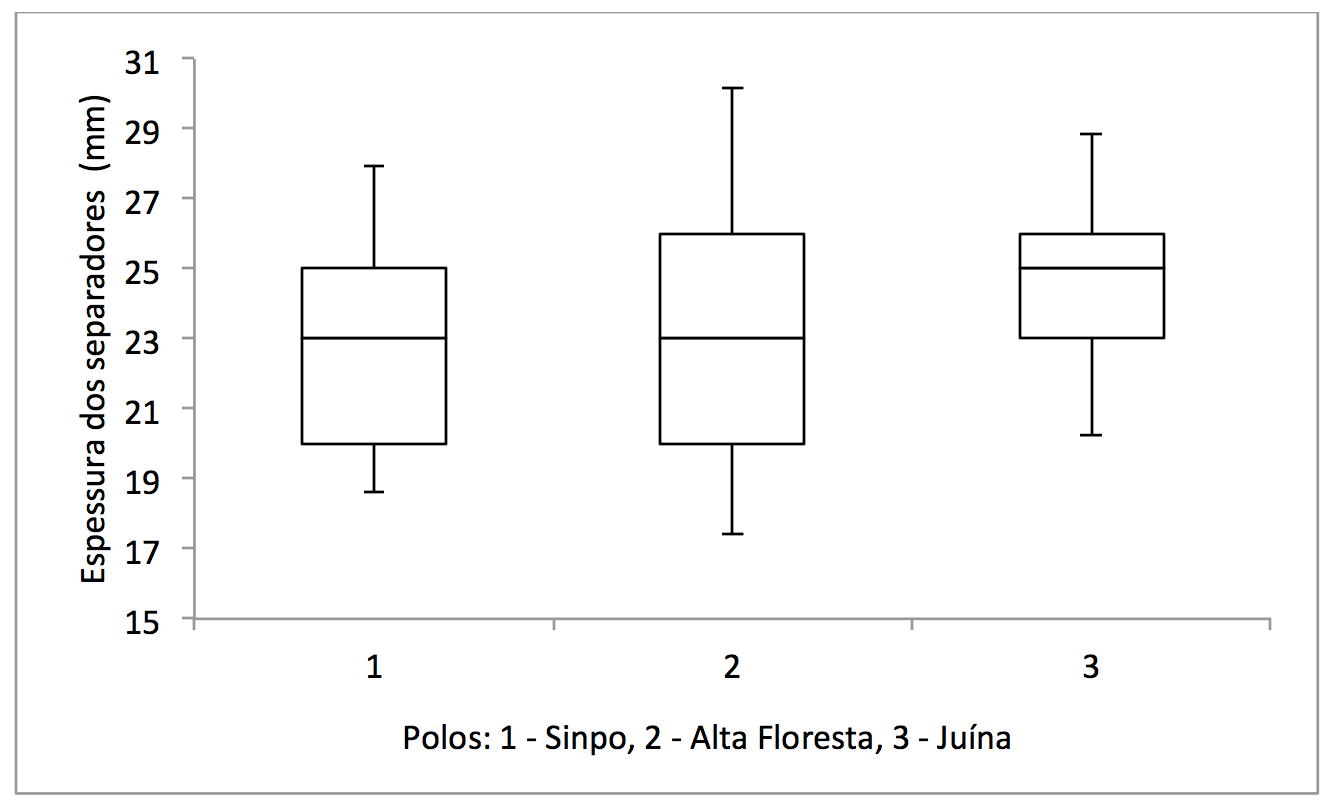
Figura 2.Variação da espessura dos sarrafos separadores (mm) nos três polos.
Figure 2.The change in thickness of the stickers (mm) in the three poles.
Segundo Jankowsky (1999); Tomaselli (2000), e Klitzke (2007) sarrafos separadores mal dimensionados e desalinhados favorecem a ocorrência de empenamentos e de variação no teor de umidade final entre as tábuas.
A Tabela 04 aparesenta os valores médios de umidade final e os valores máximos e mínimos obtidos nos três polos estudados.
Tabela 4. Teor de umidade final médio, valores máximos e mínimos para os três polos.
Table 4. Average final moisture content, maximum and minimum values for the three poles.
Polo |
Umidade final |
Max. e Min. |
Sinop |
8,35b (2,07; 24,85) |
12,8 5,1 |
Alta Floresta |
8,60ab (3,30;38,41) |
18,0 3,5 |
Juína |
9,56a (3,57;37,35) |
20,0 4,6 |
F |
3,2954* |
|
Nota: Médias seguidas pela mesma letra minúscula não diferem estatisticamente entre si (Tukey, p ≥ 0,05).
*significativo a 5%. Os valores entre parêntesis correspondem ao desvio padrão e coeficiente de variação (%),
respectivamente. Max = valor Máximo; Min. = valor Mínimo.
Como pode ser observado na Tabela 4 os valores médios de umidade estão dentro dos indices desejados (6,0 a 10%), e no polo de Sinop a variabilidade é aceitável. A umidade final desejada da maderia varia em função do uso final e do local para onde será utilizada (Ponce e Watai, 1985). Os polos de Alta Floresta e Juína, no entanto, apresentam coeficientes de variação muito elevados (acima de 30%). A alta amplitude nos valores máximos e mínimos de umidade é de 14,5% para Alta Floresta e 15,4% para Juína, demonstrando baixa qualidade na secagem. Os coeficiente de variação acima de 20% são classificados como de baixa precisão e acima de 30%, tidos como muito alto, indicando baixíssima precisão (Pimentel Gomes, 2000).
Para Jankowsky (1999) e Batista et al (2015) para ser considerada uma secagem de qualidade, as variações obtidas na umidade após a secagem não devem ultrapassar 2%. Neste estudo nenhum dos polos apresentam esse índice, sendo portanto necessário melhorara qualidade da secagem. Um dos pontos a ser melhorado é a preparação da madeira no empilhamento. A análise de variância comprovou diferença entre os polos, sendo polo de Juína com maior umidade média (9,5%) e alta dispersão, demonstrando a grande variação nos resultados de umidade. Os critérios para definir a qualidade de secagem da madeira são: teor de umidade compatível com o uso pretendido, mínima variação no teor de umidade (tanto dentro de cada tábua como entre tábuas) e mínimo nível de defeitos (LAMB, 1994).
Na Tabela 5 são apresentados os principais defeitos identificados na madeira seca em estufa nos três polos estudados. Os resultados indicaram em geral um baixo empenamento e a madeira pode ser classificada a madeira como de primeira classe. No entanto os altos coeficientes de variação indicam que a secagem da madeira nos três polos necessita ser melhorada.
Tabela 5. Defeitos na madeira pela secagem em câmara convencional para os três polos.
Table 5. Defects caused by wood drying in conventional kiln for the three poles.
Polos |
Empenamentos (mm.m-1) |
Rachadura (%) |
||
Arqueamento |
Encurvamento |
Encanoamento |
||
Sinop |
0,60 b (0,83; 138,44) |
1,24 (1,37; 109,76) |
0,53 (0,62; 117,76) |
1,90 a (1,87; 98,35) |
Alta Floresta |
0,94 a (0,81; 86,61) |
1,24 (1,24; 97,23) |
0,52 (0,82; 158,74) |
1,28 b (1,32; 102,77) |
Juína |
0,89 ab (0,82; 92,33) |
1,87 (2,79; 149,24) |
0,80 (1,09; 135,41) |
0,76 b (1,13; 149,16) |
F |
3,6952* |
2,6546ns |
2,6125ns |
11,1838** |
Nota: Médias seguidas pela mesma letra minúscula não diferem estatisticamente entre si (Tukey, p ≥ 0,05).
**significativo a 1%; *significativo a 5%; ns não significativo a 5%. Os valores entre parêntesis correspondem
ao desvio padrão e coeficiente de variação (%), respectivamente.
Os valores de coeficente de variação, demonstram baixa precisão com alta dispersão dos resultados, demonstrando que a madeira após a secagem apresentou índice de empenamento acima dos valores médios da Tabela 05, atingindo valores máximos de 9 mm/m no arqueamento para a região de Sinop. Os coeficentes de variação entre os polos atingiram valores variando de 97% até 158%. Segundo Pimentel Gomes (2000) estes valores são muito altos, indicando baixíssima precisão. A analise estatistica comprovou diferença entre os polos no arqueamento e no índice de rachadura.
Observa-se que os desvios de qualidade ocorreram de maneira sistemática, ou seja, em todos os polos e em todas as estufas, comprovando um problema operacional no processo com alta amplitude nos defeitos. Estes resultados refletem principalmente a influencia da variação dimensional dos sarrafos sepradores e do seu alinhamento na ocorrência de empenamentos corroborando com estudos realizados por Jankowsky (1999), Ducatiet al (2001) e Klitzke (2007).
As rachaduras presentes em tábuas secas em estufas foram identificadas nos três polos, apresentando diferença estatística com elevados coeficientes de variação (Tabela 5). O polo de Sinop foi o que apresentou os maiores índices médios de rachaduras (1,9%), com valor máximo atingindo 6,20% de rachadura na tábua. A rachadura de superfície, segundo Severo (2000), (Klitzke 2007) e Batista et al (2015) ocorem devido a fortes tensões durante o processo secagem podendo ser minimizadas aplicando menores taxas de secagem durante o processo. Fatores como, mão-de-obra, manutenção das estufas, preparação da madeira e os programas de secagem são variáveis que influenciam diretamente na qualidade da maderia. O Programa de secagem quando mal elaborado, pode causar altas taxas de secagem no inicio do processo, contribuindo para a ocorrência de rachaduras superficiais. Estes defeitos de secagem, são resultados das limitações apontadas nos equipamentos e na operação, aumentam os custos e limitam a competitividade das indústrias de madeira serradas de Mato Grosso.
O acompanhamento das atividades, a análise de desempenho do sistema de controle e o consequente aprimoramento das práticas operacionais, incluindo investimentos na capacitação de recursos humanos são iniciativas importantes para melhorar o processo de secagem artificial nos três polos. O pessoal operacional do setor de secagem de madeira, quando bem treinado, poderá facilmente identificar as falhas, avaliar as falhas e atuar nas falhas que ocorrem no processo de secagem, melhorando continuamente o processo.
As estufas de secagem dos três polos analisados são de fabricação nacional, sendo muitas de fabricação caseira (homemade). Estas estufas são com baixo nível tecnológico.
O polo de Juína apresentrou forte concentração de industrias com maior poder de processamento e de secagem;
A baixa qualidade da mão de obra foram fatores que contribuem para a baixa qualidade da madeira no processo secagem.
O setor de secagem de madeira nos polos de Sinop, Alta floresta e Juína do estado do Mato Grosso apresentaram fortes limitações operacionais. A melhoria da qualificação da mão de obra poderá ser feita com apoio de instituições de ensino e pesquisa existentes no Mato Grosso.
BARROS, A. C.; VERÍSSIMO, A. A Expansão madeireira na Amazônia: Impactos e perspectivas para o desenvolvimento sustentável no Pará. Belém: IMAZON. 180 p. 2002.
BATISTA, D. C.; ROCHA, M. P.; KLITZKE, R. J. Comparison between wood drying defect scores: specimen testing x analysis of kiln-dried boards. Revista Árvore, Viçosa-MG, 2015; v.39, n.2, p.395-403.
CIPEM Centro das Industrias Produtoras e Exportadores de Madeira do Estado de Mato Grosso, Disponível: http://www.cipem.tnx.com.br/conteudo.php?sid=44&cid=1694, Coletado em 22 de outubro de 2015.
DUCATTI, M. A. Diagnóstico da secagem convencional de madeiras no Estado de São Paulo. Piracicaba. Tese (Mestrado) – Escola Superior de Agricultura Luiz de Queiroz. Universidade de São Paulo. 84 p; 2000.
DUCATTI, M. A.; JANKOWSKY,I. ANDRADE, A.; Condições operacionais da secagem convencional em industrias madeireiras no Municipiode Tietê, SP, Scientia Forestalis; 2001. n.59.101-113
HART, C. A. The drying of wood The North Carolina Agricultural Extension Service. Revision. 36p; 1975.
HILDBRAND; R. Kiln drying of sawn timber, Germany R.H. Maaschinenbau Gmbh, 204p; 1970.
IBAMA - Instituto Brasileiro do Meio Ambiente e dos Recursos Naturais Renováveis DOF Informação estratégica para a gestão florestal no Brasil: período 2007-2009/ Brasília: Ibama, 56 p; 2010
IBGE - Instituto Brasileiro de Geografia e Estatística, IBGE. Acesso em 18/6/2012:http://www.ibge.gov.br.home/presidencia/noticias/noticia_visualiza.php?id_noticia=169; 2012
IMAZON - Instituto do Homem e Meio Ambiente da Amazônia. A Expansão Madeireira na Amazônia, 2005. Disponível:.www.imazon.org.br.; 2005.
IEL - Instituto Euvaldo Lodi, Federação das Indústrias no Estado de Mato Grosso - FIEMT.
Guia das Empresas/2012. Mato Grosso, Cuiabá: 2012.
JANKOWSKY, I.P. Fundamentos do controle de qualidade. Revista Indústria Moveleira, São Paulo, n.25, p.40-41; 1991
JANKOWSKY, I.P. Melhorando a eficiência dos secadores de madeira serrada.In: CONGRESSO INTERNACIONAL DE COMPENSADO E MADERIA TROPICAL, 4, Belém , 1999 Anais Belém 70 p; 1999.
JANKOWSKY, I.P. Equipamentos e Processos para Secagem de Madeira.In: SEMINÁRIO INTERNACIONAL DA MADEIRA DE EUCALIPTOS PARA SERRARIA, 1995. Piracicaba, AnaisPiracivaba, IPEF/IPT/IUFRO/LCF – ESALQ-USP. 109-118; 1995.
KLITZKE, R. J. Uso de Inversor de Freqüência na Secagem de Madeira. Curitiba, Tese (Doutorado) – Setor de Ciências Agrárias, Universidade Federal do Paraná. 218p; 2002.
KLITZKE, R. J. Secagem de Madeira. In: José Tarcísio da Silva Oliveira, Nilton César Fiedler, Marcelo Nogueira. (Org.). Tecnologias aplicadas ao setor madeireiro. Visconde do Rio Branco: Suprema Gráfica e Editora Ltda, v. 1, p. 271-366; 2007.
LAMB, F.M. Targeting and achieving the final moisture content. In: PROFITABLE SOLUTIONS FOR QUALITY DRYING OF SOFTWOODSAND HARDWOODS PROCEEDINGS. Charlotte: Forest Products Society. 54-56; 1994.
MACFARLANE,K.A.; CASTRO, A.A. Gerenciamento da qualidade com participação integrada. In: CONGRESSO BRASILEIRO DE CONTROLE DE QUALIDADE, 6, São Paulo. Anais... São Paulo: ABTCP,p.i.f; 1990.
PEREIRA, D.; SANTOS, D.; VEDOVETO M.; GUIMARÃES, J.; VERÍSSIMO, A. Fatos florestais da Amazônia 2010. Belém: Imazon: SFB. 126 p.; 2010.
PIMENTEL GOMES, F. Curso de estatística experimental. 14. ed. Piracicaba: Nobel, 477 p.; 2000.
PONCE, R. M.; WATAI, L.T. Manual de secagem de madeira. Brasília, MIC/ CTI/ IPT, 70p.; 1985.
RIBEIRO, E. S. Comercialização de madeira serrada naturais em Mato Grosso: um Diagnóstico do setor de base florestal. Dissertação de Mestrado, Faculdade de Engenharia Florestal, Programa de Pós-Graduação em Ciências Florestais e Ambientais, Cuiabá/MT, 116p.; 2013.
SENAI/MT RelatórioPrograma Indústria em Ação 2008PROJETOS SENAI/MT. Apoio Federação das Indústrias no Estado de Mato Grosso – FIEMT Mato Grosso 112p.; 2008.
SENAI/DN Perfil Competitivo do Estado de Mato Grosso / Mercoeste -Mato Grosso. Brasília, p. 228.; 2002.
SEVERO, E. T. D., Qualidade da secagem de maderia serrada de Eucalytus dunnii. Ciência Florestal, Santa Maria – RS. V 10. n1. 109-124.; 2000.
TOMASELLI, I. Condições da secagem artificial de madeiras serradas no Paraná e Santa Catarina. Curitiba, Dissertação (Mestrado) – Setor de Ciências Agrárias, Universidade Federal do Paraná.111p.; 1974.
TOMASELLI, I.; KLITZKE, R. J. Secagem da Madeira. UnC – Universidade do Contestado Canoinhas/SC,. 90 p.; 2000.
1. Universidade Federal do Paraná – Programa de Pós-Gradução em Engenharia florestal - PPGEF. Brasil. E-mail: almeida.bene@gmail.com
2. Universidade Federal do Paraná – Departamento de Engenharia e Tecnologia Florestal - DETF. Brasil. E-mail: itomaselli@stcp.com.br
3. Universidade Federal do Paraná – Departamento de Engenharia e Tecnologia Florestal - DETF. Brasil. E-mail: rklitzke@ufpr.br