
 HOME | ÍNDICE POR TÍTULO | NORMAS PUBLICACIÓN
HOME | ÍNDICE POR TÍTULO | NORMAS PUBLICACIÓN Espacios. Vol. 37 (Nº 27) Año 2016. Pág. 27
Mauricio Johnny LOOS 1; Sérgio Luis SILVA 2; Carlos Manuel TABOADA Rodriguez 3
Recibido: 24/04/16 • Aprobado: 25/06/2016
3. Research Methods and Techniques
ABSTRACT: In order to continuously streamline operations and serve customers as quickly as possible while also maintaining acceptable quality standards, companies seek to make their organizational processes as lean as possible by way of eliminating waste, given that it does not add value. As such, the present work seeks to illustrate and evaluate the practical application of Value Stream Mapping in a textile company, which took place alongside the development of exclusive samples for customers. The study adopts a case study methodology, for which data was collected from varied sources. The results of the study show a reduction in lead-time in the above-mentioned process, allowing for a quicker response to market conditions, which might lead to a greater sales volume relative to its competitors. |
RESUMEN: Las organizaciones, aspirando a adquirir cada vez más agilidad en sus procesos y lograr un atendimiento a los clientes en el tiempo más corto posible, mientras manteniendo niveles de calidad aceptables, pretenden dejar sus flujos lo más lean posible a través de la eliminación de desperdicios, siendo que este último no agrega valor a las mismas. En este contexto, el presente estudio tiene por objetivo la presentación y evaluación de la aplicación práctica de un Mapeo del Flujo de Valor (MFV) en una empresa textil, el cual se llevó a cabo dentro del ámbito de un proceso de desarrollo de muestras exclusivas para clientes. El trabajo adopta el estudio de caso como abordaje metodológica, cuyas evidencias fueron colectadas de diversas fuentes. Los resultados muestran una reducción en el lead-time anteriormente mencionado, posibilitando que la empresa pueda responder al mercado de una forma más ágil, el cual puede tener como consecuencia un mayor volumen de ventas en relación a sus competidores. |
Faced with a highly competitive business environment, the struggle for market share grows increasingly demanding. Given these conditions, companies that strive to remain in business seek out methodologies, techniques, and tools that allow for efficient and effective performance in congruence with the values expressed by their respective clients. In this way, any company that wishes to be competitive and generate profit from business operations cannot afford to discount the concepts presented by the “Lean thinking” philosophy.
As stated by Meyer (1997), innovative and successful companies across the globe understand that long-term success hinges as much on their ability to produce a series of high value-added products as it does on their making use of appropriate technologies, which are factors of fundamental importance to their entrance into new markets. This is to say that products grouped into segments or families –in place of individual products- are frequently the source of long-term success.
In light of these circumstances, the objective of the present work is to illustrate and evaluate the practical application of Value Stream Mapping (VSM) in a textile company. The study aims to provide a response to the question of how the process of developing exclusive samples for customers functions, and obtain a better evaluation of the same, both by way of an interpretation of the mappings designed for these purposes. Research was carried out within a textile company, stemming from its need to reduce total lead-time in its exclusive sample development process, as well as the necessity that this industry be in constant development, given that it accounts for a large portion of the Brazilian economy -at 3.5% of GDP, according to ABIT (2010). The study employs a case study format as its methodological approach. For the purposes of data collection, research samples were obtained from several sources, which will subsequently be explained in detail. In order to reach its objectives, this paper first establishes a theoretical framework, followed by the methods and techniques utilized during research, the results of the empirical analysis and finally, the conclusions of the study.
In this section, a comprehensive overview of theories regarding Lean Thinking, Value Stream Mapping (VSM), and Kaizen philosophy will be presented, with the goal of establishing an understanding based in related academic literature, and the later analysis of these concepts staged against the practices observed in field.
In essence, lean thinking deals with a business strategy through which companies develop their abilities in a progressing manner, striving to identify and eliminate waste in the production chain. The objective of this strategy is the creation of new value for the product or service generated in said process, efficiently meeting the expectations of both internal and external customers. Lean philosophy rapidly extends beyond the limits of manufacturing systems, going on to include management systems in service-sector and logistics settings in both the public and private sector, establishing itself as the most effective way to face the challenges posed by an increasingly competitive environment. Hines and Taylor (2000) submit that, upon eliminating, or at least reducing, activities that bring about waste in the value chain, there is a potential for growing customer satisfaction in the sense that they would rather not pay for these inefficiencies.
The term “lean,” in application to this context, was coined in the beginning of the 1990’s, with the publication of the book The Machine that Changed the World (1996). This book is comprised of the results of five years of research in which the academics James Womack, Daniel Jones, and Daniel Roos interpret production processes in various companies across the globe, with the goal of forecasting the future of the auto industry. During these studies, the authors identified a distinctive production system implemented by Toyota Motor Corporation (TMC) known as Toyota Production System (TPS). This production system, which was introduced by Taiichi Ohno shortly following the end of World War II, seeks to build production efficiency by way of the consistent and complete elimination of waste. As per Rosa [4], the Toyota Production System, as compared with other systems employed in mass production, stands out for its being flexible, efficient, effective, and innovative.
Ohno (1997) defines waste as all of the components involved in production that increase costs without adding value to the final product. Womack and Jones (2004) view waste as originating not only from activities carried out by people, but also as including all activities and resources employed that the customer does not recognize as adding value. Hines and Taylor (2000) cite the seven categories of waste first identified by Shingo Shigeo in his study on Toyota’s production system.
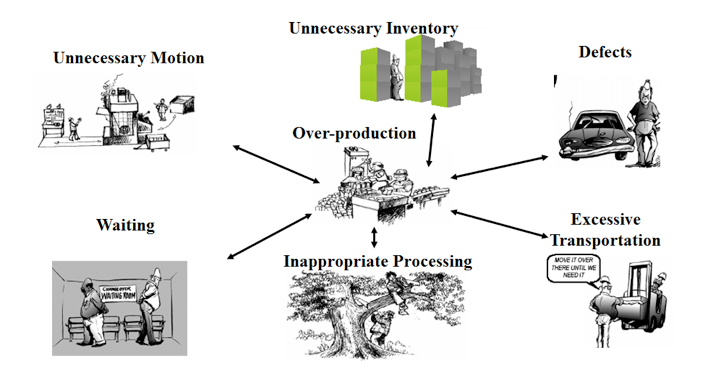
Figure 1 – Shigeo’s Seven Wastes. Source: Adapted from Hines and Taylor (2000)
Below, each of these seven types of wastes identified by Shingo and elaborated upon by Hines and Taylor (2000) are described:
- Over-production: the source of all manufacturing-sector problems. Excessive or anticipatory production leads to a weak flow of information or an excess of products or inventories;
- Defects: frequent errors in paperwork, product quality problems, or poor delivery performance;
- Unnecessary Inventory: excessive storage and delay of information or products, resulting in excessive cost and poor customer service;
- Inappropriate Processing: going about work processes using the wrong set of tools, procedures or systems, often when a simpler approach may be more effective;
- Excessive transportation: excessive movement of people, information or goods resulting in wasted time, effort and cost;
- Waiting: Long periods of inactivity for people, information or goods, resulting in poor flow and long lead times;
- Unnecessary Motion: poor workplace organization, resulting in poor ergonomics, e.g. excessive bending or stretching and frequently lost items.
Upon analysis of each of the sources of waste mentioned above, the gains that can be achieved by way of the implementation of a philosophy that seeks to understand and eliminate the causes of waste are apparent, in keeping with the priority of “going lean.”
The principles driving the lean thinking philosophy, which consequently eliminates waste during production or communication processes while seeking to reach, or perhaps exceed, customer expectations, are five, according to Womack and Jones (2004):
Value: Identify what is value in the eyes of the customer;
The Value Stream: Analyze the value stream of each product or service, eliminating the processes or activities that do not add value (i.e. inefficiencies);
Flow: Establish a rapid and continuous flow of products through the value stream;
Pull: Allow the customer or user to “pull” products through the Value Stream, thusly producing only what is ordered and replacing only what is utilized;
Perfection: Promote continuous improvement, eliminating waste entirely so that activities across the entire value stream add value.
Along with an analysis of lean thinking, in which managers seek to identify and eliminate activities that do not add value to either products or information, a notable variety of tools are seen in use, including: Just-in-time (JIT); Automation (jidoka); Kanban; Value Stream Mapping, and Flexible Manufacturing System (FMS), among others. Each of these, when applied in an adequate fashion, aid in the completion of the objectives put forth by lean thinking. However, lean thinking must not be seen as set of tools and techniques to be employed indiscriminately; it is a system that integrates principles, operational techniques, and tools that guide the pursuit of perfection in the creation of customer value. Following, two such tools, themselves put to use in the case study, will be illustrated in detail: Value Stream Mapping and Kaizen.
Value Stream Mapping is a tool used by organizations that strive to be competitive, whether it be in manufacturing processes or services, which overlaps with lean philosophy. In both of these settings, value stream mapping is carried out for the same purpose, which is to endeavor to perform in a way that builds customer value. Rother and Shook (2003) define value stream mapping as a method used in the construction and visual representation of production line scenarios. In the graphical depiction of these settings, the flow of materials as well as information through the production chain are taken into consideration, in a way that allows for an overall view of the current state of that chain as well as the mapping of the form that it may take in the future. As such, graphical representation of value stream mapping permits those involved to carry out a more detailed analysis of the current state of a given activity. The result of this may, or may not, lead to a new approach to the situation in question, or rather, the proposal of a value stream that generates customer value (buyers, partners, affiliates, suppliers, etc.)
Rother and Shook (2003) attest to the following benefits of value stream mapping: the identification and mapping of waste sources in the value stream; the presentation of the relationship between the flow of information and the flow of materials; an in-depth view of productive capacities and the lead-time involved in related process(es); the workability of resources (raw materials, labor, and information); an overview of the current situation and the establishment of goals for improvement.
According to Womack and Jones (2004), value stream mapping is one of the most important steps that aids, among other things, in the establishment of a map of the future state of the production environment, employing lean-thinking techniques to meet demand and enhance productivity. The authors go on to state that an understanding of the meaning of “value” is the key point for working in a lean-thinking context. That said, the simple, core definition of the term “value” is not easy to ascertain, taking into account the priorities and drivers of the people involved in the process. As such, it is necessary to consider cultural, physical, and ideological aspects, as well as individual objectives, among other ideologies.
As stated by Luz and Buiar (2004), “value” is defined by the customer; customer needs will yield a certain value, be it that of a product or service, which prompts companies to identify that need and its corresponding value that would satisfy the client, keeping the entity in business, growing its profits, reducing its costs and improving the acceptability of the product by way of continues improvements to work processes. All products –again, be they goods or services- are born of a series of activities, which is also known as the flow of operations, which stems from a value chain. It is necessary to consider the flow of both material goods and information when envisioning the value chain.
Rother and Shook (2003) affirm that the value stream is comprised of all actions, necessary or not, that yield a final product, which is to say, the path followed by a product, taking into account all steps necessary for its elaboration. Beside this, the authors state that three distinct tasks are carried out in the creation of value: those that add value (important), those that do not add value (unnecessary), and those that do not add value but are necessary regardless. According to Womack and Jones (2004), the “value stream” deals with the progressive execution of tasks across a value chain, endeavoring to avoid interruptions and waste: a continuous flow.
Given that the factors that determine customer value were identified, the subsequent section seeks to survey the current state of the stream involved in work processes, and following this, analyses and discussions on those findings as well as a new proposal for the future state of this organizational structure will be provided, one that advocates for a continuous, as well as pulled-through, stream. These are posited by lean thinking philosophy, in which it is necessary that continuous improvements take place and emerging forms of waste are eliminated. Apropos, one tool employed in continuous improvement is Kaizen, which is elaborated upon below.
In light of current global competition, a competitive advantage for companies that seek to rise above competitors is serving the needs of customers, which is done by way of reliable, defect-free, and competitively priced products delivered on time. Towards these ends, several studies were carried out in search of tools that support continuous improvement in such companies, one of which is titled kaizen.
Kaizen is an expression of Japanese origin based in the philosophy and sociocultural principals of Oriental civilizations. The meaning of the expression is good change (Kai=change, Zen=good). A great many authors use the expression to denote changing for the better or continuous improvement. Imai (1994) defines the term “KAIZEN” as a philosophy of continuous improvement, one whose objective is the promotion of successive and constant improvements which are necessary for keeping in step with the accelerated rate of change currently taking place within the business world. The Japanese national Taichi Ohno, a former vice president of Toyota Motor Corporation (TMC), developed the Kaizen methodology. The proliferation of said methodology on a global level took place as a result of its application in the Toyota Production System, since this system is based on continuous efforts to improve results.
Imai (1994) asserts that for the Kaizen methodology to be employed towards continuous improvement, it is first necessary to set objectives and goals that will go on to serve as guides for working in teams. In terms of these objectives, they must be clear and concise, while goals must be sufficiently intrepid so as to push team members to strive for continuous improvement.
Womack and Jones (2004) characterize the term Kaizen as “incremental continuous improvement” in activities normally carried out by groups of employees, which collaborate towards the elimination of waste or problems in the production line by way of a usage of the value stream mapping technique. As stated by Scotelano (2007), this stems from a philosophy of eliminating waste, based on common sense and the use of low-cost solutions that support employee motivation and creativity for the improvement of their own work processes, with a focus on continuous improvement.
Regarding the areas to which this methodology might be applied, it is not restricted to simply production processes; continuous improvement may prove useful in areas such as planning, marketing, sales, new product development and finance. There are numerous benefits proven to be results of the application of this methodology, among which are the following: productivity increases; reductions in costs of production; the capacity to follow oscillations in market demand, and perhaps most importantly, employee satisfaction. As such, it bears repeating that it is necessary to focus on non-value adding activities, or rather, in those activities that do not contribute to the product or service, for the achievement of satisfactory results during the implementation of this methodology. This, because the entire organization has the opportunity to improve the quality of its products and/or services, ensuring customer, employee, partner, supplier, and affiliate satisfaction.
Firstly, it merits attention that the term “value stream mapping” is broached on both theoretical and empirical levels in existing academic literature, among which a great deal of publications concern the national textile industry. The intent of the present work is to consider the topic of Value Stream Mapping (VSM) from an empirical standpoint, staging the results gathered from the field against currently accepted theories. Towards this end, the objective is the presentation and evaluation of the practical application of Value Stream Mapping (VSM) in a textile company.
Given these circumstances, this study uses the case study methodology, which is comprised of an investigation into a phenomenon over time, drawing from multiple data sources of either qualitative or quantitative nature, such as: observation, interviews, documentary analysis, among others, as stated by Barton (1990). The usage of this approach is justified by the fact that the topic is of interest and under discussion at the present.
The selection of the subject under analysis (a company) occurred due to the need of the company for the reduction of lead-time in its process of developing exclusive samples. The study begins with a diagnostic evaluation of the company’s exclusive sample development process, which was carried out by way of the use of Value Stream Mapping, leading to the development of the current map, and subsequently, the future state map. The company analyzed is large in size (with close to 2,400 staff members and approximately R$400 million in annual turnover), possesses two industrial units, and designs and produces textile products destined for the domestic (93%) and international (7%) markets. The organization is considered one of the largest Brazilian textile companies in the bedding, table, and bathroom subsector, and it currently markets a large quantity and volume of newly-developed products, segmented into “collection” and “exclusive” lines, both of which form part of the mappings produced below. The circumstances surrounding the ease with which data and information was accessed -stemming from one of the authors of this work´s participation in the company´s operations- warrant the selection of the company as the subject analyzed in the study.
For data collection, the people working in the exclusive sample development process were involved, as well as some from outside of it, for the purpose of obtaining different perspectives and viewpoints. The mappings (shown below) were completed using Post-It notes, chosen for the flexibility they afford in the case of need for changes and the facility they provide for viewing purposes.
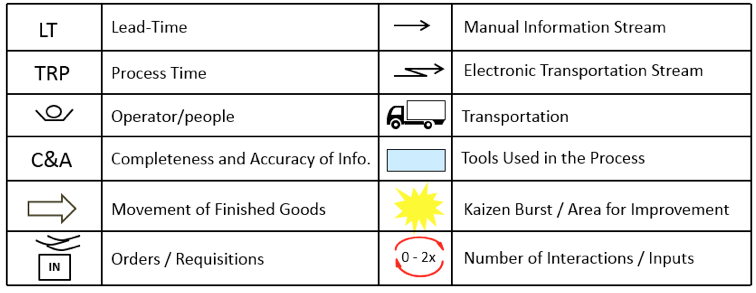
Figure 2 – Map Legend. Source: Compiled by the authors (2014)
To allow for an understanding and interpretation of these maps, highlighting the fact that some items shows are of great importance (as illustrated in Figure 2) is merited. These include:
LT – Lead Time: the duration of time that a given activity remains in the care of the sector that will carry it out, yielding the activity´s total lead-time;
PT - Process Time: the duration of time required for the completion of the activity, or rather, that elapsed if the person/division were to dedicate itself to this activity exclusively, without interruption; its total will be less than the LT;
![]() - refers to the number of people that participate in the execution of the activity, themselves being staff members of the company in question;
- refers to the number of people that participate in the execution of the activity, themselves being staff members of the company in question;
C&A (Complete and Accurate) – refers to a general process-quality metric, for the description of completeness and precision of information received in a step of the process by the person(s) that carry it out;
![]() - the number of interactions in the development process, which can affect the activity´s lead and process time.
- the number of interactions in the development process, which can affect the activity´s lead and process time.
![]() - registry of the tools used in the stage of the process;
- registry of the tools used in the stage of the process;
![]() - all actions (value-adding or not) necessary to carry the product through the process, beginning with the order and ending with delivery to the customer;
- all actions (value-adding or not) necessary to carry the product through the process, beginning with the order and ending with delivery to the customer;
Eight-hour workdays are considered to calculate the duration of each measure of time, and in the map, beside the aforementioned information, the activities/stages carried out as well as the division responsible for such are illustrated. The data, itself of predominately qualitative nature, was construed by way of the several sources, seeking to highlight the company´s practices´ divergence from as well as agreement with current related theories -these, on which the study is based-, which will be shown in the following section.
As mentioned previously, the value stream mapping of the study was created in concerns to a textile company´s process of developing exclusive samples, upon which Figure 3 elaborates. This map of the current state was made for the purpose of obtaining a photograph of the current state of the exclusive samples development process in question, one through which existing waste can be observed and allowing for the identification of areas for improvement, eliminating areas of waste (i.e. non-value adding activities) as well reducing non-value adding necessary activities.
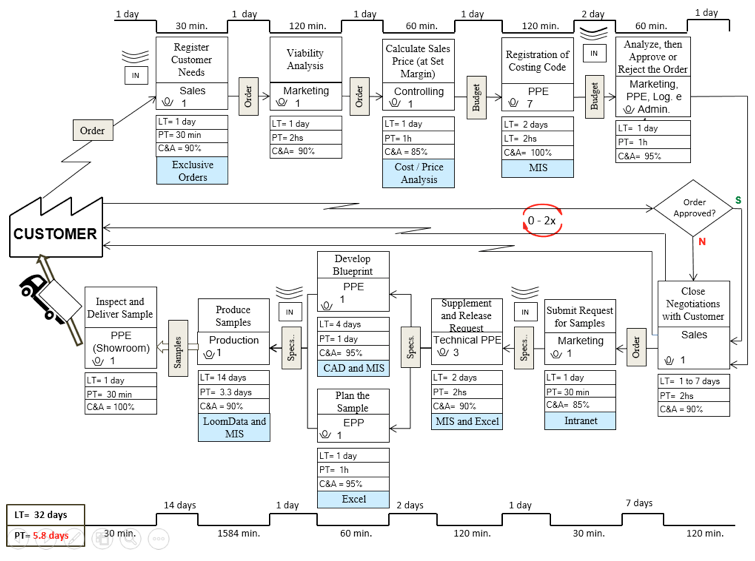
Figure 3 – Map of the current state of the exclusive sample development process.
Source: Compiled by the authors (2014)
The current-state map presents lead-time of 32 days and a process-time lead-time of 5.8 days, which is to say that of the total amount of time used, just 18% is actually, veritable put towards the completion of the exclusive samples development process, involving a total of 22 people.
Following, a description of each of the stages of the exclusive samples development process is provided, in congruence with the current-state map:
Register customer needs: in this stage, the Sales department records, in a standardized form, the needs of the customer, specifying the characteristics of the requested product. This stage spans a lead-time of one day and a process time of 30 minutes, with just one participant. The quality of information received at this stage (i.e. complete and precise information) is 90%.
Viability analysis: in this stage, the Marketing team analyzes the viability of taking on the development of the requested sample. This stage spans a lead-time of one day and a process time of two hours, with just one participant. The quality of information received at this stage is 90%.
Calculation of a sales price, at a standard margin: in this stage, the Controls department calculates a sales price for the product, based on a defined standard margin. This stage spans a lead-time of one day and a process time of one hour, with just one participant. The quality of information received at this stage is 85%.
Registration of the costing code: in this stage, the Product and Process Engineering department registers the product costing code so that subsequent work processes may be carried out. This stage spans a lead-time of two days and a process time of two hours, with seven participants. The quality of information received at this stage is 100%.
Analyze, approve and send the order to Sales: in this stage, Marketing, Product and Process Engineering, Logistics and Management jointly analyze the order, for approval or rejection, and later sent it to the Sales department. This stage spans a lead-time of one day and a process-time of one hour, with four participants. The quality of information received at this stage is 95%.
Close negotiations with the client: in this stage, the Sales department finalizes the negotiation stage, leading to the beginning of the development process. This stage spans a lead-time of one to seven days and a process time of two hours, with just one participant. The quality of information received at this stage is 90%.
Submit request for samples: in this stage, the Marketing department submits the request for samples so that other departments may be aware of what needs to be produced, and how, to meet the customer´s request. This stage spans a lead-time of one day and a process-time of thirty minutes, with just one participant. The quality of information received at this stage is 85%.
Supplement and release request for samples: in this stage, the Product and Technical Processes Engineering department provides supplementary information to the request for samples and later releases it for subsequent processes. This stage spans a lead-time of two days and a process time of one hour, with three participants. The quality of information received at this stage is 90%.
Blueprints development: in this stage, the Product and Process Engineering department develops blueprints with the information necessary for the product to be manufactured within the requirements and specifications requested. This stage spans a lead-time of four days and a process time of one day, with just one participant. The quality of information received at this stage is 95%.
Plan the sample: this stage takes place parallel to the prior one; here, the Product and Process Engineering department plans the sample in an adjacent spreadsheet in which it details the timeframes of each stage of production. This stage spans a lead-time of one day and a process time of one hour, with just one participant. The quality of information received at this stage is 95%.
Produce sample: in this stage, the production departments carry out the manufacture of the requested sample, designated as Spinning, Weaving Preparation, Weaving, Improvement, Printing, and Confection, given that, depending on the characteristics of the sample requested, it might pass through all or some of the sub-departments. This stage spans a lead-time of fourteen days and a process time of 3.3 days. The quality of information received at this stage is 90%.
Deliver sample: in this stage, the Product and Process Engineering department delivers the prepared sample to the showroom, which is then responsible for forwarding it to the customer. This stage spans a lead-time of one day and a process time of thirty minutes, with just one participant. The quality of information received at this stage is 100%.
Some opportunities for improvement were observed in the current-state map, which might entail significant reductions in the exclusive samples development total lead-time, leading to a leaner stream. This will be further elaborated upon in the discussion on the future-state map.
By way of the current-state map, some modifications and improvements that might be put into practice were observed, leading to an optimization of the stream as a whole and a reduction in the exclusive samples development process total lead-time. These adjustments are presented in Figure 4, which shows the future-state map, itself more compact, and its stream, more agile.
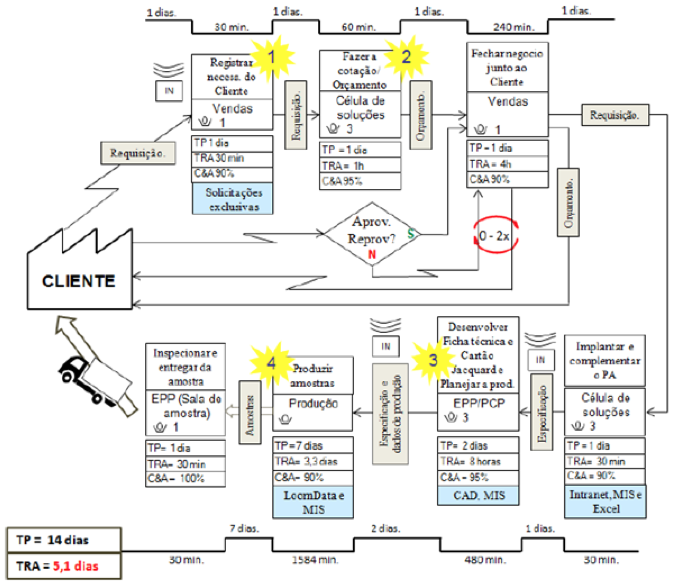
Figure 4 – Map of the future state of the exclusive samples development process.
Source: compiled by the authors (2014)
The map of the future state shows a lead-time of 14 days and a process time of 5.1 days: lead-time was reduced from 32 to 14 days, showing an improvement of 56%; process time dropped from 5.8 to 5.1 days, which is a reduction of 12%. This demonstrates that, of the total amount applied to the process, only 18% is actually used towards the activities related to exclusive sample development, while it has now risen to 36%. When the future-state map was designed, the complete process required the direct participation of 22 people, while it now, following the reworking described above, just 11 are now necessary, indicating a reduction of 50% in both the total lead-time of the process as well as the number of people.
Resulting from the discussions between staff members that resulted from the mapping of the future state, the planning and execution of four kaizens were put into practice. The objectives of each are as follows:
- Creation of the versatile sample development nucleus (Solutions Nucleus);
- Improve the stream of samples in production;
- Improve scheduling, and
- Improve order information intake.
The primary modification shows in the future-state map was the creation of the Solutions Nucleus, which went on to concentrate a series of activities that were previously carried out separately across departments. This separation caused a great increase in total lead-time due to the delays arising between departments, and as such, the creation of the Nucleus allows for a more continuous and sequential completion of the required activities, yielding a quicker intergroup response. With assembly of the group, all of the members are better able to discern and prioritize the activities making up the development of exclusive samples while also more-easily making note of the delay-causing interruptions that might take place in the information.
Another noteworthy modification set forth in the future-state map that brought on large reductions in lead-time deals with the flow of samples through the production process, in which the most critical points in the timespans denoting the samples´ flow through the production stream were evaluated. During this stage, several measures related to queues and build-ups were taken as well as a method for signaling to succeeding workstations that a certain production order is destined for customer samples. Beside this, the organization opted to implement a kaizen in order information intake as well as in scheduling, given that the staff members that mapped the process noted that, in both situations, a series of procedures executed in inefficient or ineffective manner might be reviewed, meriting a kaizen-based dialogue for a better understanding of the systems currently in place.
The utilization of Value Stream Mapping in the exclusive samples development process of the textile company examined showed that, in many cases, as people are consumed with their respective routine(s), opportunities for improvement are not always palpable. However, the input from, and consensus of, people both involved in and outside of the process can aid in the design of the process stream as well an understanding of which activities are, and are not, value-adding. From these, areas of improvement can be discerned and discussed, taking steps towards the best response time and leanest stream possible.
The company stands to increase its sales volume as a result of the suggested improvements since it will thusly operate in the most efficient and effective manner as it develops exclusive samples for customers, consequently receiving a quicker feedback regarding the effectiveness (or lack thereof) of negotiations, pushing ahead of the competition.
ABIT – Associação Brasileira da Indústria Têxtil e de Confecção. São Paulo, (2011). Apresenta informações sobre o perfil do setor têxtil. Available online: <http://www.abit.org.br/site/navegacao.asp?id_menu=1&id_sub=4&idioma=PT>. Accessed: 07 Jul. (2011).
Hines, P., & Taylor, D. (2000). Guia para Implementação da Manufatura Enxuta–Lean Manufacturing. São Paulo: IMAM.
Imai, M. (1994). Kaizen: a estratégia para o sucesso competitivo. IMAM.
Luz, A., & Buiar, D. R. (2004). Mapeamento do fluxo de valor-uma ferramenta do sistema de produção enxuta. Encontro Nacional de Engenharia de Produção, Florianópolis.
Leonard-Barton, D. (1990). A dual methodology for case studies: Synergistic use of a longitudinal single site with replicated multiple sites. Organization science, 1(3), 248-266.
Meyer, M. H. (1997). Revitalize your product lines through continuous platform renewal. Research Technology Management, 40(2), 17-28.
Ohno, T. (1997). O Sistema Toyota de Produção Além Da Produção. Bookman.
Rosa, D. C. (2008). Aplicação do mapeamento do fluxo de valor em uma empresa do setor metal-mecânico.
Rother, M., & Shook, J. (2007). Aprendendo a enxergar: mapeando o fluxo de valor para agregar valor e eliminar o desperdício: manual de trabalho de uma ferramenta enxuta. Lean Institute Brasil.
Scotelano, L. (2007). Aplicação da Filosofia Kaizen e uma investigação sobre a sua Difusão em uma Empresa Automobilística. Rev. FAE, 10(2), 165-177.
Womack, J. P., & Jones, D. T. (2004). A mentalidade enxuta nas empresas Lean Thinking: elimine o desperdício e crie riqueza. Elsevier Editora.
1. Doctorate Candidate in Production Engineering – Federal University of Santa Catarina (UFSC). (E-mail: mauricioloos@hotmail.com).
2. Doctorate Candidate in Production Engineering – Federal University of Santa Catarina (UFSC). (E-mail: sergioproj@gmail.com).
3. PhD – Technical University of Madrid (UPM), and Professor at the Federal University of Santa Catarina (UFSC). (E-mail: taboada@deps.ufsc.br).