
 HOME | ÍNDICE POR TÍTULO | NORMAS PUBLICACIÓN
HOME | ÍNDICE POR TÍTULO | NORMAS PUBLICACIÓN Espacios. Vol. 37 (Nº 23) Año 2016. Pág. 18
Leandro FLECK 1; Maria Hermínia Ferreira TAVARES 2; Eduardo EYNG 3; Fábio ORSSATTO 4
Recibido: 06/04/16 • Aprobado: 12/05/2016
RESUMO: A não biodegradabilidade dos corantes têxteis dificulta o tratamento de efluentes. Avaliou-se a eficiência da eletrofloculação para o tratamento de efluente têxtil, utilizando cartas de controle de qualidade estatístico de média móvel exponencialmente ponderada e índice de capacidade do processo. Empregando-se 700 mL de efluente têxtil, com um tempo de reação de 10,5 min, corrente elétrica de 3,0 A e condutividade elétrica de 2,5 µSm cm-1, foi possível remoção de DQO de até 84%, sem pontos fora dos limites de controle. Com um baixo índice de capacidade do processo evidencia-se a necessidade de pós-tratamento para o cumprimento da legislação ambiental. |
ABSTRACT: The non-biodegradability of textile dyes complicates treatment of effluents. Was evaluated the efficiency of electroflocculation for textile wastewater treatment, using statistical quality control charts with exponentially weighed moving average and capability process index. Using 700 mL of textile effluent, 10.5 min as reaction time, electrical current of 3.0 A and electrical conductivity of 2.5 µSm cm-1, it was possible to remove up to 84% in COD, with no points outside the control limits. With low capability process index, it was evident the necessity of after treatments for the compliance to the environmental legislation. |
Indústrias têxteis são complexas e com elevado consumo de energia em seu processo produtivo, sendo formadas por setores fragmentados e heterogêneos, dominados por pequenas e médias empresas (HASANBEIGI et al., 2012). Uma forte coloração é a característica mais notória no efluente têxtil, o que está associado aos corantes empregados na etapa de tingimento (PASCHOAL; TREMILIOSI-FILHO, 2005).
As indústrias têxteis utilizam em seu processo produtivo água, corantes e produtos químicos, gerando efluentes potencialmente poluidores, com elevada carga orgânica, cor acentuada e compostos tóxicos (PASCHOAL; TREMILIOSI-FILHO, 2005). Esses resíduos possuem em sua composição surfactantes e agentes quelantes, causadores de perturbações na vida aquática, principalmente pelo desenvolvimento do processo de eutrofização (AQUINO NETO et al., 2011). A natureza não biodegradável dos corantes têxteis e sua estabilidade para agentes oxidantes dificultam a utilização de um único método de tratamento. Além disso, os testes de toxicidade demonstram que a maioria dos corantes são tóxicos aos seres vivos (MAHMOODI et al., 2011).
Processos convencionais de remoção de corantes vêm sendo utilizados em todo o mundo como, por exemplo, as técnicas de adsorção (KANNAN; SUNDARAM, 2001), precipitação, degradação química, degradação fotoquímica e biodegradação (GONZALEZ-GUTIERREZ; ESCMILLA-SILVA, 2009). Entretanto, os processos eletroquímicos emergem como técnicas inovadoras para o tratamento de efluentes industriais, com destaque para a técnica de eletrofloculação (CERQUEIRA et al., 2009).
Na técnica de eletrofloculação não ocorre a adição de coagulantes (PASCHOAL; TREMILIOSI-FILHO, 2005). A geração de coagulantes ocorre in situ a partir da dissolução do ânodo de eletrodos de ferro e/ou alumínio submetidos a uma corrente elétrica (CERQUEIRA et al., 2011; SASSON; ADIN, 2010). No processo eletroquímico, quando uma voltagem é aplicada o ânodo é oxidado e o cátodo é reduzido, gerando eletroquimicamente o agente coagulante. O material de carga positiva pode reagir com as cargas negativas da solução, ocorrendo à hidrólise que libera hidróxido, responsável pelo tratamento do efluente submetido ao processo (BRITO et al., 2012).
No processo eletroquímico de tratamento de efluentes utilizando eletrodos de alumínio, ocorre a oxidação no ânodo (Equação 1), o qual, após solvatação, sofre hidrólise (Equação 2) com a formação do agente coagulante Al(OH)3 (CERQUEIRA et al., 2011).

Além da formação do agente coagulante, a eletrofloculação gera microbolhas de gases (Equação 3) responsáveis pela flotação de óleos, graxas e outros compostos particulados.

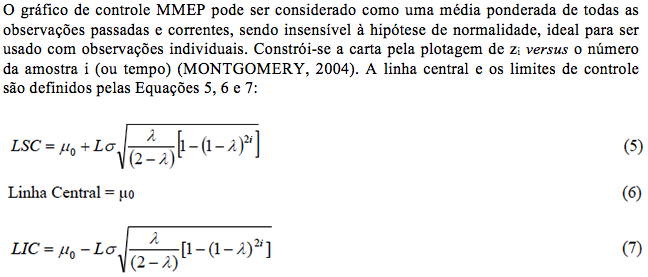
Diante da grande variabilidade de eficiência intrínseca aos processos de tratamento de efluentes industriais, há a necessidade de se utilizar métodos matemáticos ou estatísticos que caracterizem possíveis violações no padrão de lançamento de efluentes líquidos em corpos hídricos receptores, sendo uma das ferramentas utilizadas o Controle Estatístico de Qualidade (CEQ), tendo como técnica de aplicação a carta ou gráfico de controle da média móvel exponencialmente ponderada (MMEP).
O CEQ possibilita o acompanhamento de um processo e, quando necessário, o desenvolvimento de planos com enfoque a aplicação de ações corretivas. Entende-se um processo como qualquer conjunto de condições (ou causas) que trabalham conjuntamente para produzir determinado resultado (REIS, 2001). O processo estará sob controle quando a variação da qualidade estiver dentro de limites pré-definidos, tendo como base, por exemplo, a legislação ambiental vigente para o lançamento de efluentes industriais em cursos hídricos receptores.
O CEQ é um dos ramos do Controle de Qualidade de uma empresa, por meio do qual é possível monitorar o processo e agir sobre ele, de maneira que seu resultado contribua para atingir os padrões de adequação previamente definidos (REIS, 2001). A principal contribuição deste trabalho foi avaliar a eficiência da técnica de eletrofloculação para o tratamento de efluente têxtil por meio de cartas de controle de qualidade estatístico de média móvel exponencialmente ponderada e índice de capacidade do processo.
Para realização dos ensaios eletroquímicos utilizou-se efluente de uma indústria têxtil localizada no município de Céu Azul-PR-Brasil. O sistema alvo da pesquisa incidiu em um reator em batelada (béquer de 1 L), o qual comportou os eletrodos de sacrifício (eletrodos de alumínio com dimensões de 100 mm de comprimento, 50 mm de largura e 0,6 mm de espessura) e o efluente líquido a ser tratado. Os eletrodos, conectados de forma independente, foram ligados a uma fonte de corrente contínua (Fonte de Alimentação Modelo FA-3050, Instrutherm), conforme se observa na Figura 1.
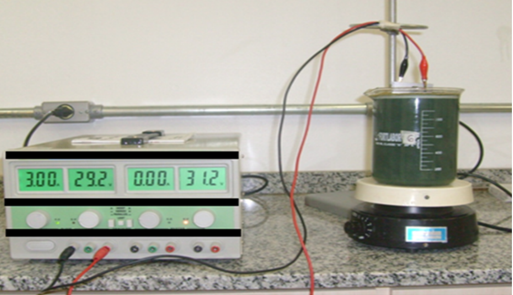
Figura 1. Sistema de montagem dos eletrodos de sacrifício.
Os ensaios foram conduzidos com um tempo de reação de 10,5 min, intensidade de corrente elétrica de 3 A e condutividade elétrica de 2,5 µSm cm-1, de acordo com condições previamente otimizadas por Queiroz (2011). Ajustou-se a condutividade elétrica do efluente têxtil tratado eletroquimicamente com a adição de cloreto de sódio (NaCl).
Realizaram-se 28 ensaios de eletrofloculação, até uma visível degradação do eletrodo que figurava como ânodo do processo eletroquímico. Em cada ensaio inverteu-se a polaridade dos eletrodos de sacrifício, objetivando obter um desgaste homogêneo da estrutura física dos mesmos, aumentando o tempo de aplicação da técnica eletroquímica.
Os ensaios experimentais foram realizados com um volume de 700 mL de efluente têxtil. Posterioremente, o efluente permanecia em repouso em bancada por 24 h, para a flotação/decantação da amostra. O cálculo da eficiência do tratamento eletroquímico baseou-se no efluente têxtil bruto.
Todas as determinações analíticas foram realizadas em triplicata. Para determinar a eficiência do processo no tratamento do efluente têxtil realizou-se a análise da Demanda Química de Oxigênio (DQO) do efluente bruto e tratado eletroquimicamente, utilizando-se o Método Colorimétrico (Método 5220D) (APHA, 2005).
Para a variável estudada, foi aplicada a análise de estatística descritiva através do registro das médias, mediana, desvio padrão, coeficiente de variação, mínimo e máximo e como técnica de controle estatístico de qualidade a carta ou gráfico de controle da média móvel exponencialmente ponderada (MMEP) e o índice da capacidade do processo unilateral superior (Cps).
A carta MMEP é uma ferramenta útil para monitorar a variabilidade de uma característica de qualidade e é usada principalmente para detectar deslocamentos persistentes em um processo, cuja principal vantagem é a revelação rápida de deslocamentos pequenos e moderados (MARAVELAKIS; CASTAGLIOLA, 2009). Os gráficos MMEP foram construídos conforme recomendações de Montegomery (2004), sendo definidos pela Equação 4.
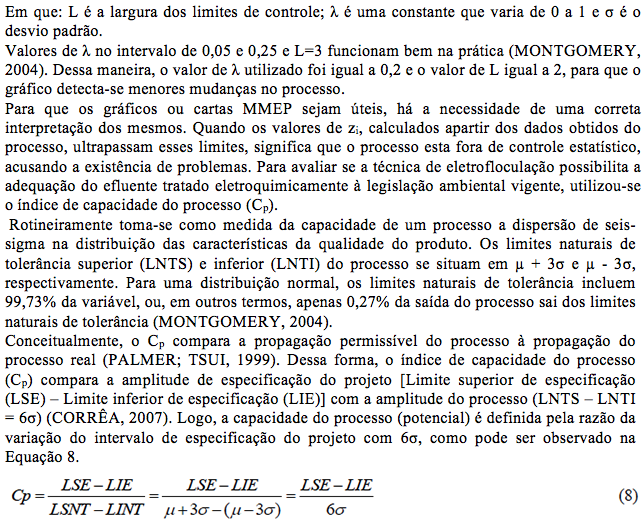
A interpretação do índice de capacidade do processo ocorre da seguinte maneira: se o valor do índice for maior ou igual a 1,33, o processo é capaz ou adequado para as especificações. Se o valor estiver entre 1 e 1,33, o processo é aceitável, e se for inferior a 1, o processo é incapaz (MONTGOMERY, 2004).
Em termos práticos, se o índice for maior ou igual a 1,33, o processo de tratamento é capaz de atender aos padrões de lançamento exigidos pelo órgão ambiental. Se estiver entre 1 e 1,33, o processo de tratamento atende aos padrões de lançamento, porém deve ocorrer uma melhora no processo. E se for inferior a 1, não é capaz de atender aos padrões de lançamento do corpo receptor.
A Tabela 1 apresenta o resumo estatístico da variável DQO, para o efluente têxtil bruto e tratado eletroquimicamente. É possível observar que a DQO do efluente bruto variou de 446,9 a 1.424,2 mg L-1. Essa variação é confirmada pelo coeficiente de variação de 37,16%. Um conjunto de dados apresenta alta variabilidade quando o coeficiente de variação é superior a 20% (GOMES, 1997).
Tabela 1. Estatística descritiva dos dados da variável DQO.
Variável |
Média (mg L-1) |
Mediana (mg L-1) |
D.P. (mg L-1)a |
C.V. (%)b |
Mínimo (mg L-1) |
Máximo (mg L-1) |
Efluente bruto |
780,8 |
726,2 |
290,1 |
37,16 |
446,9 |
1424,2 |
Efluente tratado |
308,4 |
287,2 |
113,4 |
36,78 |
146,6 |
524,6 |
Desvio Padrão; bCoeficiente de variação.
A concentração de DQO do efluente bruto pode influenciar na eficiência do processo, já que as condições aplicadas ao tratamento através da eletrofloculação foram as mesmas para todos os testes. A eficiência na remoção de DQO no efluente têxtil variou de 14,98% a 84,12% apresentando uma média de 57,17%.
Estudos da viabilidade técnica da aplicação do processo eletroquímico na remoção de DQO a partir de um efluente de uma indústria de laticínios utilizando eletrodos de sacrifício de alumínio e ferro mostram um percentual de remoção que variou de 60 a 80% para os dois tipos de material utilizados (SILVA et al., 2000).
Aplicando a técnica de eletrofloculação para o tratamento de efluentes de uma indústria de extração de óleo de oliva, utilizando eletrodos de alumínio e ferro, Adhoum e Monser (2004) obtiveram remoção de 76% de DQO. Os eletrodos de alumínio se mostraram mais eficientes na remoção de cor quando comparados aos eletrodos de ferro.
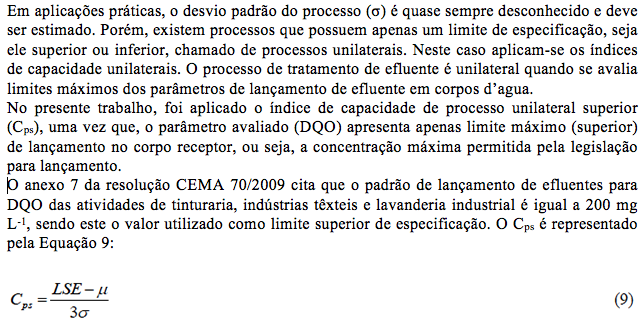
A Figura 2 apresenta o gráfico de média móvel exponencialmente ponderada (MMEP) para a variável DQO do efluente bruto, por meio da qual se observa que existem pontos fora dos limites de controle, mostrando que o processo está fora de controle estatístico, ou seja, há uma alta variação dos valores de DQO no efluente gerado pela indústria têxtil. Essa variação pode ser justificada pelos diferentes processos que ocorrem em turnos distintos de trabalho da indústria. Optou-se por não padronizar os horários de coleta do efluente, com o intuito de retratar a variabilidade real da qualidade do efluente observada ao longo do processo produtivo diário.
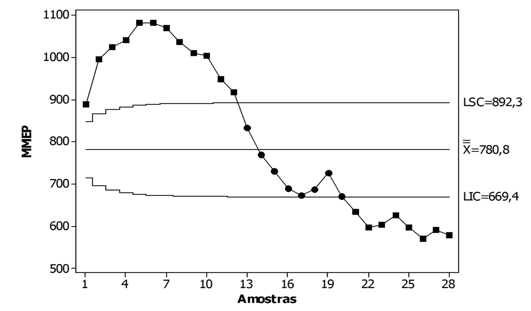
Figura 2.Gráfico MMEP para o efluente bruto.
A Figura 3 apresenta o gráfico de média móvel exponencialmente ponderada (MMEP) para a variável DQO do efluente tratado eletroquimicamente, a qual mostra que o processo de tratamento pela eletrofloculação está sob controle estatístico, pois não apresenta nenhum ponto fora dos limites de controle, evidenciando baixa variação dos valores de DQO no efluente tratado.
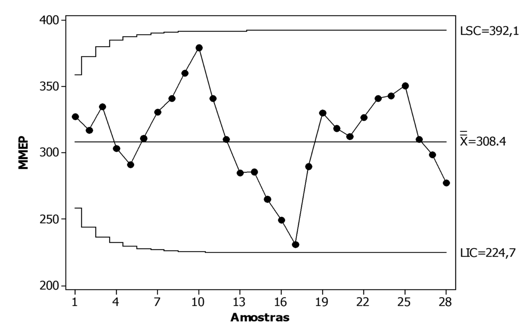
Figura 3.Gráfico MMEP para o efluente tratado eletroquimicamente.
Apesar da grande variação da concentração de DQO do efluente bruto, o processo de eletrofloculação apresentou menor variabilidade, o que é desejável no tratamento de efluentes, evitando a entrada de diferentes cargas orgânicas quando, em escala real, for necessário um sistema de pós-tratamento.
Para o Cps foi encontrado o valor de -0,43, ou seja, inferior a 1. Dessa maneira, observa-se que, apesar do processo de tratamento encontrar-se em controle estatístico, a eletrofloculação não é capaz de atingir a concentração de DQO permitida para o lançamento do efluente em cursos hídricos receptores, mesmo tendo apresentado em algumas condições um elevado percentual de remoção de matéria orgânica.
Sendo assim, há a necessidade do uso de uma unidade alternativa de tratamento após o processo de eletrofloculação, com o intuito de cumprir os limites de lançamento exigidos pela legislação ambiental vigente. O processo avançado de oxidação (PAO) com a combinação de peróxido de hidrogênio/ozônio (H2O2/O3), em que radicais contendo oxigênio agem como reagentes ativos é uma tecnologia alternativa para o pós-tratamento, devido à capacidade de mineralização da maioria dos componentes remanescentes no efluente líquido. Resultados satisfatórios para remoção de DQO e cor verdadeira pelo método citado são encontrados na literatura (SAIA; DANIEL, 2000).
A Figura 4 apresenta um gráfico de frequência com a indicação do valor do limite superior de especificação, o qual evidencia que a maioria dos valores encontram-se acima de 200 mg L-1. Tem-se como sugestão a implantação de um controlador (mecanismo de inteligência computacional) no sistema de tratamento por eletrofloculação, o qual tem como função a supervisão e intervenção nas condições operacionais. Desta forma, ao ser detectada a baixa eficiência do tratamento o controlador manipula as variáveis de interesse como, por exemplo, a intensidade de corrente aplicada, como forma de manter a eficência do sistema de tratamento. Controladores tradicionais como o PID (Proporcional Integral Derivativo) são passíveis de aplicação, assim como controladores mais robustos, de processamento não-linear.
Figura 4. Gráfico de frequência dos valores de DQO do efluente tratado.
1. A técnica de eletrofloculação apresentou-se como uma alternativa aceitável ao tratamento de efluente têxtil, com remoção de DQO de até 84,12%;
2. A carta de controle MMEP mostrou uma grande variabilidade na concentração de DQO para o efluente têxtil bruto;
3. O processo da eletrofloculação proporciona menor variabilidade na concentração de DQO quando comparado ao efluente bruto, devido à ausência de pontos fora dos limites de controle.
4. A técnica apresentou um baixo índice de capacidade do processo, evidenciando que apenas a aplicação da técnica de eletrofloculação não é capaz de atingir a concentração de DQO exigida pela legislação ambiental vigente.
ADHOUM, N.; MONSER, L. (2004) Decolourization and removal of phenolic compounds from olive mill wastewater by electrocoagulation. Chemical Engineering and Processing: Process Intensification, 43(10):1281-1287.
APHA. (2005) Standard Methods for the Examination of Water and Wastewater. 21 ed. Washington, DC – EUA: Ed. American Public Health Association, 2005, 1600 p.
AQUINO NETO, S.; MAGRI, T. C.; SILVA, G. Maria.; ANDRADE, A. R. (2011) Tratamento de resíduos de corante por eletrofloculação: Um experimento para cursos de graduação em química. Química Nova,34(8):1468-1471.
BRITO, J. F.; FERREIRA, L. O.; SILVA, J. P. (2012) Tratamento da água de purificação do biosiesel utilizando eletrofloculação. Química Nova, 35(4): 728-732.
CERQUEIRA, A. A.; MARQUES, M. R. C.; RUSSO, C. (2011) Avaliação do processo eletrolítico em corrente alternada no tratamento de água de produção. Química Nova, 34(1): 59-63.
CERQUEIRA, A.; RUSSO, C.; MARQUES, M. R. C. (2009) Electroflocculation for textile wastewater treatment. Brazilian Journal of Chemical Engineering, 26(4):659-668.
CONSELHO ESTADUAL DO MEIO AMBIENTE (CEMA). Dispõe sobre o licenciamento ambiental, estabelece condições e critérios e dá outras providências, para empreendimentos industriais. Resolução nº 70 de 11 de agosto de 2009, Paraná, 2009.
CORRÊA, J. M. Estudo do controle e análise da capacidade do processo de produção de água potável. Dissertação (Mestrado) – Universidade Federal do Paraná, 2007. 120 p.
GOMES, F. P. (1987) A Estatística na Agropecuária. 3 ed. Piracicaba: Ed. POTAFOS. 162 p.
GONZALEZ-GUTIERREZ, L. V.; ESCAMILLA-SILVA, E. M. (2009) Reactive red azo dye degradation in a UASB bioreactor: Mechanism and kinetics. Engineering in Life Sciences, 9(4): 311-316.
HASANBEIGI, A.; HASANBEIGI, A.; ABDORRAZAGHI, M. (2012) Comparison analysis of energy intensity for five major sub-sectors of the Textile Industry in Iran. Journal of Cleaner Production, 23(1): 186-194.
KANNAN, N.; SUNDARAM, M. M. (2001) Kinetics and mechanism of removal of methylene blue by adsorption on various carbons—a comparative study. Dyes and Pigments, 51 (1): 25-40.
MAHMOODI, N. M.; HAYATI, B.; ARAMI, M.; LAN, C. (2011) Adsorption of textile dyes on Pine Cone from colored wastewater: Kinetic, equilibrium and thermodynamic studies. Desalination, 268(1-3):117-125.
MARAVELAKIS, P. E.; CASTAGLIOLA, P. (2009) An EWMA chart for monitoring the process standard deviation when parameters are estimated. Computational Statistics & Data Analysis, 53(7): 2653–2664.
MONTGOMERY, D. C. (2004) Introdução ao Controle Estatístico da Qualidade. 4 ed. Rio de Janeiro: Ed. LTC.
PALMER, K.; TSUI, K. L. (1999) A review and interpretations of process capability indices. Annals of Operations Research, 87(1): 31-47.
PASCHOAL, F. M. M.; TREMILIOSI-FILHO, G. (2005) Aplicação da tecnologia de eletrofloculação na recuperação do corante índigo blue a partir de efluentes industriais. Química Nova, 28(5): 766-772.
QUEIROZ, C. B. Otimização da técnica de eletrofloculação via análise de superfície de resposta aplicada ao efluente de uma indústria têxtil. Trabalho de Conclusão de Curso (Graduação) - Universidade Tecnológica Federal do Paraná, 2011. 50 p.
REIS, M. M. Um modelo para o ensino do controle estatístico de qualidade. Tese (Doutorado) - Programa de Pós-Graduação em Engenharia de Produção - Universidade Federal de Santa Catarina, 2001. 380 p.
SAIA, F. T.; DANIEL, L. A. (2000) Aplicação do processo avançado de oxidação na remoção de cor e DQO de efluente têxtil. In: XXVII Congresso Interamericano de Engenharia Sanitária e Ambiental , Anais... Porto Alegre: ABES.
SASSON, M. B.; ADIN, A. (2010) Fouling mechanisms and energy appraisal in microfiltration pretreated by aluminum-based electroflocculation. Journal of Membrane Science, 352(1-2): 86-94.
SILVA, A. C. L.; WILL. I. B. S.; BARBOSA FILHO, O. (2000) Remoção de DQO e de cor através de tratamento eletrolítico. In: XXVII Congresso Interamericano de Engenharia Sanitária e Ambiental , Anais... Porto Alegre: ABES.
1. Doutorando em Engenharia Agrícola pela Universidade Estadual do Oeste do Paraná/Cascavel/PR/Brasil. E-mail: fleckmissal@gmail.com
2. Docente do Programa de Pós-Graduação em Engenharia Agrícola (PGEAGRI) da Universidade Estadual do Oeste do Paraná/Cascavel/PR/Brasil. E-mail: mhstavar@gmail.com
3. Docente do Programa de Pós-Graduação em Tecnologias Ambientais (PPGTAMB) da Universidade Tecnológica Federal do Paraná/Medianeira/PR/Brasil. E-mail: eduardoeyng@utfpr.edu.br
4. Doutorando em Engenharia Agrícola pela Universidade Estadual do Oeste do Paraná/Cascavel/PR/Brasil. E-mail: fabioors@yahoo.com.br