1. Introdução
A gestão da cadeia de suprimentos é uma realidade cada vez mais presente nas organizações. Segundo Pires; Sacomano Neto (2010), uma cadeia compreende um conjunto interconectado de empresas que inclui fornecedores e clientes. Em ambientes competitivos é importante estreitar o relacionamento entre fornecedores e cliente, seguindo uma filosofia de parceria (CHRISTOPHER, 2007).
Embora apresente inúmeras vantagens, o estreitamento dos relacionamentos entre os membros da cadeia incide em uma maior vulnerabilidade, ou seja, não ocorre apenas o compartilhamento de recompensas, mas também de riscos (PIRES, 2004; HALLIKAS et al., 2004; CHRISTOPHER, 2007).
Logo, a identificação, avaliação, mitigação e controle dos riscos em cadeia de suprimentos tornou-se uma necessidade crítica para garantir a continuidade dos negócios. A cadeia precisa ter a capacidade de eliminar ou reduzir seja a possibilidade de ocorrência ou os impactos que podem ser gerados pelas incertezas que a circundam e, em seguida, conseguir regressar a uma nova situação de estabilidade de suas atividades (ASBJORNSLETT, 2009).
Para Reinold (2011), o mercado cervejeiro nacional passa por um momento de expansão. Segundo dados da Barth-Haas Group (2013), de 2000 a 2011, o Brasil passou de quarto a terceiro maior produtor de cerveja do mundo a frente da Rússia e da Alemanha, perdendo apenas para a China e Estados Unidos.
Com o crescimento do mercado de cerveja no Brasil, o crescimento do consumo por parte das mulheres, o aumento do poder aquisitivo da população e a mudança do gosto do consumidor para cervejas do tipo Premium, tem-se exigido das empresas uma maior qualidade de seus produtos e diferenciação nos serviços de atendimento (REINOLD, 2011).
Desse modo, utilizando a lógica de cadeia de suprimentos interna apresentada por Slack (1993) e Slack et al. (2009) e observando a tendência de, primeiramente, organizar as processos dentro da empresa focal (CHILDERHOUSE; TOWILL, 2011), foi realizada a identificação, avaliação e priorização de riscos em dois membros internos de uma empresa cervejeira localizada no Estado da Paraíba.
Para o atendimento do objetivo pretendido, este artigo inicia com uma revisão bibliográfica sobre gestão da cadeia de suprimentos (SCM – Supply Chain Management) e gestão de riscos em cadeia de suprimentos (SCRM – Supply Chain Risk Management) na Seção 2. Seguido dos procedimentos metodológicos (Seção 3), estudo de caso (Seção 4). Finalizando com as conclusões derivadas das análises dos dados apresentados (Seção 5).
2. Aporte Teórico
Esta seção apresenta uma breve revisão a respeito de SCM e SCRM.
2.1. SCM
Cadeia de suprimentos (SC – Supply Chain) é descrita como o conjunto de empresas que são responsáveis pela obtenção, produção e liberação de um determinado bem ao cliente final (LAMBERT et al., 1998; SLACK et al., 2009).
Embora este conceito apresente uma abordagem referente a empresas diferentes que compõem uma cadeia em busca de atender ao cliente final, Slack (1993) descreve que uma SC pode ser analisada em três níveis: cadeia total, cadeia imediata e cadeia interna. Esta estrutura é apresentada na Figura 1.
Figura 1 - SC interna, imediata e total
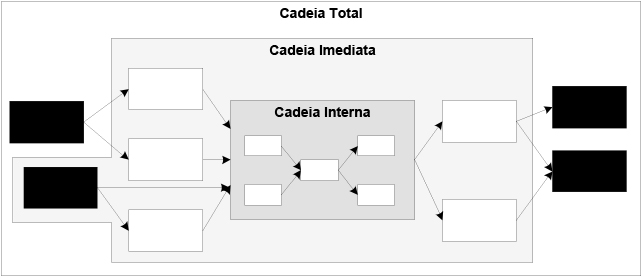
Fonte: Adaptado de Slack (1993)
Conforme se observa na Figura 1, a cadeia total compõe todas as empresas desde os fornecedores dos fornecedores até os clientes dos clientes externos. A cadeia imediata é formada pelos fornecedores e clientes imediatos a uma empresa. E a cadeia interna é composta pelos fluxos de informações e materiais entre departamentos, células ou setores de operação internos a empresa.
Segundo Slack et al. (2009), o conceito de fornecedor e consumidor interno é um aspecto muito forte da gestão da qualidade total. Afirmam ainda que problemas no fornecimento interno certamente afetarão os consumidores externos, ou seja, todas as partes da organização devem contribuir para a satisfação dos clientes externos.
Segundo Blarchand (2010), os membros de uma cadeia interagem entre si através do compartilhamento de cinco processos básicos (Planejar, Abastecer, Fazer, Entregar e Retornar). Supply Chain Council (2010) acrescenta que os processos básicos interagem entre si tanto nos limites internos como nos limites externos da empresa focal, se estendendo ao longo de toda a SC à montante e à jusante.
Desse modo, com a necessidade de maior integração entre os membros de uma cadeia, o que incide em uma maior dependência entre eles, há um aumento da vulnerabilidade deles à eventos disruptivos e que podem afetar o bom desempenho das operações da SC (NORRMAN; JANSSON, 2004; CHRISTOPHER, 2007; WANG; YANG, 2007).
Na sequência são apresentados os conceitos de risco e gerenciamento de risco, e descritas as etapas de implementação da SCRM.
2.2. SCRM
Segundo Zsidisin; Ritchie (2009), a vulnerabilidade é caracterizada pela falta de robustez ou resiliência da SC relacionadas às ameaças originadas de dentro e fora dos limites do sistema, sendo robustez a capacidade de resistir a um evento acidental e retornar a atender a sua missão, mantendo o sistema na mesma situação em que se encontrava antes de o evento ocorrer, e resiliência a capacidade do sistema de retornar a uma nova situação estável após a ocorrência de um evento.
Esses eventos acidentais são denominados riscos, os quais sãos definidos como uma relação entre a variedade de resultados negativos possíveis (impacto) e a distribuição das respectivas probabilidades para cada um dos resultados (probabilidade). (HALLIKAS et al., 2004; NORRMAN; JANSSON, 2004; WANG; YANG, 2007; ZSIDISIN; RITCHIE, 2009).
Assim, para Jüttner; Peck; Christopher (2003) cabe à gestão de riscos em SC (SCRM) identificar e gerir os riscos para que a cadeia, através de uma abordagem coordenada entre seus membros, reduza sua vulnerabilidade.
Lavastre et al. (2012) acrescentam que a SCRM refere-se a riscos que podem modificar ou impedir parte do movimento e o fluxo eficiente de informações, materiais e produtos tanto internamente a um membro como entre os membros da SC total.
Para gerenciar os riscos de modo coordenado, é necessário seguir um conjunto de etapas descritas na seção 2.2.1.
2.2.1. Etapas de implantação da SCRM
Para implantar a SCRM, Norrman; Jansson (2004) e Wang; Yang (2007) propõem as seguintes etapas: Identificação do risco; Avaliação do risco; Gerenciamento do risco e; Monitoramento. Zsidisin; Ritchie (2009) acrescentam uma quinta etapa, denominada aprendizagem organizacional e pessoal.
Na etapa de Identificação do risco, os riscos são identificados para que o tomador de decisão conheça os eventos que causam incerteza e gerencie estes cenários proativamente (HALLIKAS et al., 2004). Normann; Jansson (2004) afirmam que um dos métodos mais importantes para identificação do risco é mapeamento do risco. Shi (2004) afirma que para uma eficiente identificação dos riscos, uma classificação dos riscos é importante. Tummala; Schoenherr (2011, p. 476) afirmam que esta etapa “envolve uma compreensiva e estruturada determinação dos riscos potenciais em SC”.
A classificação utilizada neste trabalho é apresentada na Seção 2.2.2.
Na etapa de Avaliação do risco, depois de identificados, os riscos devem avaliados e priorizados com relação a sua probabilidade e impacto, seja com a utilização de dados históricos, o que torna um processo simples e quantitativo, ou através de julgamentos subjetivos de especialistas (NORMANN; JANSSON, 2004). Segundo Shi (2004) através de dados históricos pode-se construir uma distribuição de probabilidade para cada fator de risco e, caso não seja possível quantificar, podem ser feitos julgamentos qualitativos. Uma vez avaliados, os riscos podem ser ranqueados de acordo com o índice de priorização calculado (JÜTTNER; ZIEGENBEIN, 2009).
Na etapa de Gerenciamento do risco, são decididas e implementadas as ações para transferir, aceitar, eliminar, reduzir, compartilhar ou analisar de forma mais detalhada determinado risco e podem atuar sobre a probabilidade, o impacto ou ambos os aspectos simultaneamente (HALLIKAS et al., 2004; NORMANN; JANSSON, 2004; SHI, 2004).
Na etapa de Monitoramento, devido a mudança constante do perfildo risco é realizado o acompanhamento das tendências do risco para que sejam avaliados e sejam tomadas as decisões necessárias caso alterações ocorram (HALLIKAS et al., 2004). Para Tummala; Schoenherr (2011), nesta etapa pode-se avaliar o progresso através das estratégias de mitigação implementadas e ações corretivas podem ser realizadas caso ocorram desvios no alcance do desempenho desejado pela SC.
Por fim, na etapa Aprendizagem organizacional e pessoal, procura-se capturar, extrair, destilar e disseminar lições e experiências a outros dentro da organização e dos membros da SC (ZSIDISIN; RITCHIE, 2009).
Neste artigo, só serão abordadas as etapas Identificação e Avaliação. Na seção 2.2.2 é apresentada a classificação de risco utilizada como referência para o estudo de caso.
2.2.2. Classificação de riscos em SC
Como classificação de riscos base adotada para identificação, avaliação e priorização dos riscos no presente artigo, utilizou-se a classificação elaborada por Oliveira (2012), apresentada no Quadro 2 .
Quadro 2 – Classificação de Riscos para SC
|
|
RISCOS |
DEFINIÇÃO |
PROCESSOS BÁSICOS |
Planejar |
Estratégico |
É caracterizado por todo evento que afeta a estratégia do negócio, como por exemplo: a falta de um planejamento estratégico (tanto organizacional quanto da cadeia), a ausência de uma visão sistêmica. |
Inércia |
É definido pela falta de capacidade de se manter de forma competitiva no mercado, geralmente ocasionada pela organização e/ou a cadeia não acompanhar as mudanças do mercado (por exemplo: tecnológicas, design, função). |
||
Informacional |
Acontece quando há falha no sistema de informação, seja devido a deficiência na alimentação de dados no sistema, sistemas eletrônicos, ou no recebimento, transferência e acesso à informações. |
||
Capacidade |
É decorrente da sobre ou subutilização da capacidade de produção efetiva, da falta de flexibilidade às mudanças na demanda ou ainda, inaptidão de alguns membros (membros da cadeia) no planejamento, programação e controle da produção e na gestão de estoques. |
||
Demanda |
Ocorre quando há má previsão da demanda (em termos de quantidade e de mix), sazonalidade, longos lead times, curto ciclo de vida dos produtos, pequena base de clientes, distorções de informações devido a promoções e incentivos. Como resultado tem-se, por exemplo, o efeito chicote. |
||
Abastecer |
Suprimentos |
Emana de ineficiências no processo de abastecimento da cadeia (ex.: aumento no preço de insumo, falta de responsividade dos fornecedores, indisponibilidade de insumo em termos de quantidade e/ou qualidade) e de problemas no fluxo interno de produtos. |
|
Financeiro |
Surge de problemas no fluxo de caixa (precificação de produtos, inadimplência de devedores, falta de pagamento) e alterações no mercado financeiro (impostos, taxa de câmbio, licenças, etc.). |
||
Relacionamento |
Origina-se da relação entre os membros (membros) da SC, por exemplo: falta de visibilidade dos membros, oportunismo, confiança na transferência de informação, desempenho quanto à cooperação e à interação entre os membros abaixo do esperado, terceirização (ex.: um fornecedor abastecer a cadeia e seus concorrentes ou um fornecedor redesenhar peças e criar seu próprio produto). |
||
Fazer |
Operacional |
Resulta das situações que impedem a empresa focal de realizar suas atividades de produção, podendo estar ligadas à: problemas com sistemas de produção, políticas internas, procedimentos, processos e pessoas. |
|
Ruptura |
Emerge da descontinuidade no fluxo de materiais no processo de produção (suspensão na sequência de atividades que agregam valor ao cliente), advindo da dependência de uma única fonte de suprimentos e greves trabalhistas, por exemplo. |
||
Entregar |
Cliente |
Incide em situações que modificam a escolha do cliente, reduzindo o número de pedidos, por exemplo: obsolescência do produto, entrega do produto, atendimento (antes, durante e após a solicitação do pedido), perda de confiança do produto ou marca. |
|
Retornar |
Legal |
Advém da incapacidade da organização e/ou a cadeia cumprir com alguma restrição legal ou ainda, da exposição à processos litigiosos. |
|
Outros |
Ambiental |
Provém de eventos externos à cadeia, por exemplo: desastres naturais, incertezas nas políticas governamentais (de legislação, regulatório), econômicas, tecnológicas e sociais. |
|
Cultural |
É caracterizado pela diferença de cultura empresarial entre os membros da cadeia ou pela diferença na cultura, língua e pessoas dos países onde estão instalados os membros da cadeia. |
Fonte: Adaptado de Oliveira (2012)
Para Oliveira (2012), esta classificação orienta melhor quanto à localização dos riscos dentro dos processos básicos de uma SC.
Embora a classificação de risco apresentada no Quadro 2 tenha sido definida para uso no contexto de uma SC externa ou total, entende-se que esta pode ser adaptada ao âmbito da cadeia interna, pois, apesar de um tratamento um pouco distinto seja necessário entre os conceitos de fornecedor e cliente interno e fornecedor e cliente externo, os processos básicos também são aplicáveis aos processos internos de uma organização, assim como os riscos associados a eles.
3. Procedimentos Metodológicos
Segundo Fleury (2010), na engenharia de produção, o pesquisador não deve criar conhecimento desligado do que já existe, mas transformar conhecimentos existentes em novos conhecimentos que agreguem valor preferencialmente à academia. Para tal algumas decisões devem ser tomadas, entre elas, qual método de pesquisa utilizar.
Assim, com o objetivo de priorizar os riscos na cadeia interna da empresa em análise, com base nas etapas de implantação do SCRM apresentadas na seção 2.2.1, as seguintes etapas foram utilizadas para execução deste trabalho: (1) Levantar informações dos membros da cadeia interna; (2) Desenhar a SC interna; (3) Identificar os riscos; (4) Levantar dados de impacto e frequência dos riscos; e (5) Avaliar os riscos.
Na etapa 1, através da observação, documentos e relatórios da empresa, foram levantados todos os membros pertencentes à cadeia interna, suas atividades principais e informações sobre como cada membro da SC interna apoia os processos da cadeia interna como um todo (produtos, subprodutos e serviços).
Na etapa 2, a partir das informações levantadas no Passo 1, desenvolveu-se o desenho da SC interna, permitindo assim avaliar as relações existentes entre seus membros.
Na etapa 3 foram selecionados como membro focal os seguintes setores da empresa: Brassagem e Adegas, ambos diretamente ligados à produção de cerveja. Em seguida, com a descrição de cada membro e dos produtos e serviços que são fornecidos por cada um deles, bem como desenho da cadeia interna, foram avaliadas as conexões entre membro focal e membros imediatos. A partir da avaliação foi possível identificar, com base na classificação proposta por Oliveira (2012), os tipos de risco gerados nos membros Brassagem e Adegas devido a problemas nos próprios membros selecionados como também por problemas que ocorreram nos membros conectados diretamente a eles.
Na etapa 4, através de relatórios mensais de produtividade da empresa, foram levantadas informações relativas ao impacto gerado sobre cada membro considerado focal e a frequência que o risco ocorre historicamente. O relatório, gerado por um sistema de gestão empresarial, apresenta, entre outros dados, data e hora das ocorrências de parada, seu responsável, o tempo que o setor em análise permaneceu com suas operações paradas e a descrição do motivo da parada (Quadro 3 ).
Quadro 3 - Modelo genérico do relatório de paradas
| Início | Fim |
Tempo de Parada (minutos) |
Grupo Responsável |
Descrição |
Fonte: Elaboração Própria
Ressalta-se ainda que os dados levantados no relatório de produtividade e apresentados neste artigo se referem ao intervalo de 03 (três) meses (setembro, outubro e novembro de 2011).
Por fim, Na etapa 5, com os dados levantados, deu-se inicio a etapa de avaliação de riscos. Como abordado ao longo do trabalho, o risco é composto de dois elementos: Impacto e frequência ou probabilidade (Figura 2).
Figura 2 - Elementos do risco
Fonte: Elaboração Própria
Assim, como dados de impacto utilizaram-se os tempos de parada registrados (indisponibilidade). Como dados relacionados à frequência utilizou-se o número de registros para cada tipo de risco identificado na Etapa 3.
Para tratamento dos dados fez-se uso da média dos tempos de parada e número de registros como indicador de frequência. Em seguida, os índices de impacto e de frequência são multiplicados (Impacto x Frequência), fornecendo assim suporte realizar a priorização dos riscos ao permitir ordená-los segundo o nível de criticidade de exposição ao risco, ou seja, é determinado o índice de criticidade de cada membro gerador de risco e de cada tipo de risco.
Segue, na seção 5, o estudo de caso.
4. Estudo de caso
Esta seção tem como objetivo descrever o processo de priorização de riscos de dois membros da SC interna de uma empresa cervejeira do Estado da Paraíba.
Inicialmente, tem-se uma breve descrição do processo de fabricação da cerveja, apresentada na Figura 3.
Figura 3 – Etapas de fabricação de cerveja
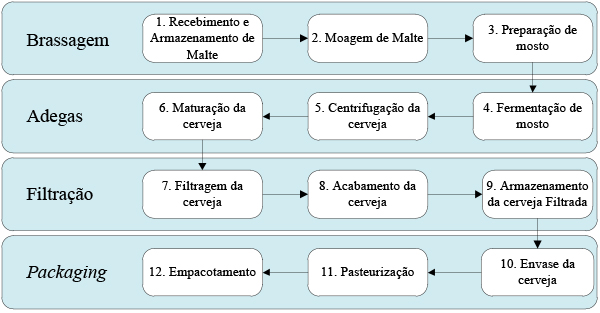
Fonte: Elaboração própria
A fabricação da cerveja tem início na Brassagem com o recebimento e armazenamento do malte, principal matéria prima da cerveja. Condicionado em silos, de acordo com a programação da produção, o malte é enviado para o moinho, passando assim pela etapa de moagem. Após moído, o malte passa por uma sequência de tanques onde será adicionado água e outros produtos químicos, além de passar por processos de aquecimento gradual, filtração, fervura, decantação e resfriamento, produzindo o Mosto.
O mosto é então enviado para um tanque, já sob responsabilidade da Adegas, onde receberá levedura, iniciando a fermentação. Nesta etapa, os açucares do mosto são consumidos pela levedura produzindo álcool e dióxido de carbono, além de alguns ésteres, ácidos e álcoois superiores que transmitirão as propriedades organolépticas (cor, sabor, odor e textura) à cerveja. Ainda na Adegas, a cerveja passa pela etapa de centrifugação e então é enviada para tanques onde a cerveja permanecerá em repouso para sedimentação de algumas partículas em suspensão e desencadeamento de algumas reações. Neste momento a cerveja já está pronta, precisando passar por mais uma etapa de filtração, acabamento (recebimento de mais dióxido de carbono e outras substâncias para garantir a qualidade da cerveja) e armazenamento, responsáveis pela Filtração.
O Packaging, seguindo a programação da produção, solicita a cerveja armazenada pela Filtração e a envasa em garrafa ou lata. Este membro divide-se em três linhas distintas: garrafas de 600mL ou de 1L, Lata e garrafas Long Neck. Após envasadas são empacotadas e disponibilizadas à Logística para armazenamento e distribuição.
Para que estes dois efetuem suas operações, outros cinco membros fornecem materiais, serviços e apoio a eles: Gente e Gestão, Logística, Engenharia, Meio Ambiente e Qualidade.
O membro Gente e Gestão deve garantir os recursos humanos e controlar o sistema de gestão da empresa.
A Logística tem o objetivo de planejar, programar e gerenciar produção, insumos, armazenamento, peças, transportes e distribuição.
A Engenharia é responsável por promover a disponibilidade de equipamentos fabris através do planejamento, execução e controle da manutenção, e o fornecimento e gestão de utilidades (ar comprimido, vapor, CO2, frio e Energia Elétrica).
O Meio Ambiente responsabiliza-se pela gestão e tratamento de água, efluentes, diretrizes ambientais e subprodutos da empresa.
A Qualidade visa garantir a qualidade dos insumos utilizados no processo de produção, produtos em processo e produtos acabados, e se as embalagens estão conforme padrões pré-estabelecidos.
Quadro 4 – Relação fornecedor-cliente da SC interna
CLIENTE |
PROCESSO |
PACK |
LOG |
G&G |
QUAL. |
M.A. |
ENGENHARIA |
||||||
FORNECEDOR |
PRODUTOS, SUBPRODUTOS E/OU SERVIÇOS |
Brass. |
Adeg. |
Filt. |
Mec., Elét. e Inst. |
Utilid. |
|||||||
Proce- |
Brassagem |
Mosto |
X |
||||||||||
Água Quente |
X |
X |
X |
X |
|||||||||
Adegas |
Cerveja |
X |
|||||||||||
CO2 não beneficiado |
X |
||||||||||||
Levedura úmida, Resíduo líquido, Materiais recicláveis, Água quente, Água fria e Gellager |
X |
||||||||||||
Filtração |
Cerveja Filtrada |
X |
|||||||||||
Resíduo líquido, Materiais recicláveis, Água quente e Água fria |
X |
||||||||||||
Packaging |
Cerveja envasada (lata ou garrafa) e empacotada |
X |
|||||||||||
Resíduo líquido, Materiais recicláveis, Água quente e Água fria |
X |
||||||||||||
Logística |
Programação da Produção, Gestão de Inventário e Gestão de Almoxarifado |
X |
X |
X |
X |
X |
X |
X |
X |
||||
Gestão de Armazém |
X |
||||||||||||
Gente e Gestão |
Gestão de Padronização, Definição e acompanhamento de metas, Gestão de 5S, Remuneração, Definição e revisão da rotina, Recrutamento e seleção e outros. |
X |
X |
X |
X |
X |
X |
X |
X |
X |
X |
||
Qualidade |
Gestão de requisitos legais e especificações, Food Safety, Auditorias de qualidade e Regras de qualidade |
||||||||||||
Confiabilidade analítica |
X |
X |
X |
X |
X |
X |
X |
||||||
Meio Ambiente |
Tratamento de Água, Gestão de Requisitos legais e Outros |
X |
X |
X |
X |
X |
X |
X |
X |
X |
X |
||
Engen-haria |
Mecân., Elét. e Instrument. |
Planejamento da Manutenção, Manutenção Corretiva, Manutenção Preditiva e Manutenção Autônoma |
X |
X |
X |
X |
X |
X |
X |
X |
X |
X |
|
Utilidades |
Ar Comprimido |
X |
X |
X |
X |
X |
X |
X |
|||||
Energia Elétrica |
X |
X |
X |
X |
X |
X |
X |
X |
X |
X |
|||
Vapor |
X |
X |
X |
X |
X |
X |
|||||||
CO2 beneficiado e Frio |
X |
X |
X |
X |
|||||||||
Fonte: Elaboração própria
4.1. Desenho da SC Interna
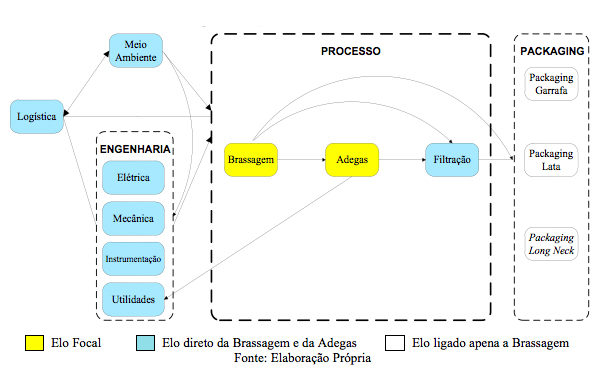
Com base nas informações dos membros internos e das relações de fornecimento entre eles, apresentadas na seção 4.1, pôde-se construir a SC interna (Figura 4). Para desenhar a SC interna foram considerados apenas os produtos e serviços principais de cada setor, ou seja, os subprodutos (resíduos químicos, material reciclável, etc.) não foram utilizados para representar a relação entre membros, com exceção da água quente produzida na Brassagem devido a sua importância nas outras etapas do processo de produção.
Figura 4 – Desenho da SC interna
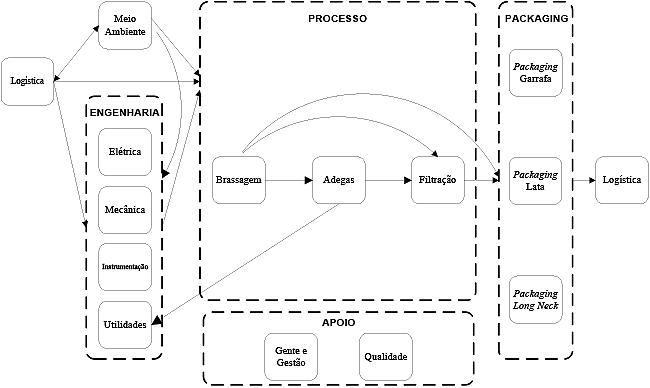
Fonte: Elaboração Própria
A partir do desenho da SC interna (Figura 4) foram selecionados dois membros para executar as etapas de identificação e avaliação do SCRM na Brassagem e na Adegas. Os dois casos são apresentados na seção 4.2 e 4.3.
4.2. Identificação do risco
Nesta seção dá-se a identificação do risco a partir dos membros conectados diretamente com cada membro foco e dos problemas que podem gerar sobre ele. Primeiro é considerada a Brassagem como membro foco da cadeia interna e, em seguida, analisa-se a Adegas como membro foco.
Na Figura 5 são apresentados todos os membros ligados diretamente à Brassagem, à Adegas e à ambas simultaneamente.
Figura 5 -Ligações entre membros da SC
Fonte: Elaboração Própria
Conhecidos os membros ligados diretamente aos membros focais Brassagem e Adegas, faz-se uma análise do tipo de risco que cada um deles pode gerar sobre a empresa focal com base na descrição de negócio de cada setor e na classificação de riscos apresentada no Quadro 2. Os riscos que foram identificados e os respectivos membros geradores para o caso da Brassagem são apresentados no Quadro 5.
Quadro 5 - Riscos gerados sobre a Brassagem
ELO |
RISCO |
MOTIVO |
CONSEQUÊNCIA |
Logística |
Suprimentos |
Não fornecimento dos insumos necessários |
Operação parada até que eles estejam disponíveis. |
Meio Ambiente |
Suprimentos |
Falta de água tratada |
Impedimento do fluxo produtivo por falta de água tratada na etapa de preparação do Mosto. |
Elétrica |
Ruptura |
Falta de manutenção (preventiva, preditiva e/ou corretiva) |
Interrupção do processo de produção devido à quebra de máquinas ou o mau funcionamento delas |
Mecânica |
|||
Instrumentação |
|||
Utilidades |
Suprimentos |
Problemas no fornecimento de vapor, ar comprimido, refrigeração ou energia elétrica. |
Interrupção da produção ou execução de suas operações de maneira inadequada, vindo a produzir abaixo da qualidade esperada. |
Brassagem |
Operacional |
Erros operacionais |
Problemas em critérios como qualidade, custo, segurança, entre outros. |
Adegas |
Capacidade |
Falta de tanque vazio para o recebimento de mosto e fermentação de mosto. |
Produção ociosa à espera de tanques vazios. |
Adegas |
Cliente |
Produção de mosto ou água quente fora das especificações. |
Produto a ser retrabalhado ou descartado, gerando alto custo. |
Filtração |
Cliente |
Água quente fora das especificações. |
Produto a ser retrabalhado ou descartado, gerando alto custo. |
Packaging |
Cliente |
Água quente fora das especificações. |
Produto a ser retrabalhado ou descartado, gerando alto custo. |
Fonte: Elaboração própria
Para o caso da Adegas como empresa focal, verifica-se que a maioria dos seus membros fornecedores são os mesmos da Brassagem, diferindo apenas pela ligação com os membros Filtração e Meio Ambiente. Diferem-se ainda pelo fato de que a Adegas não tem ligação direta com o Packaging. No Quadro 6 verificam-se os riscos gerados na Adegas.
Quadro 6 - Riscos gerados sobre a Adegas
ELO |
RISCO |
MOTIVO |
CONSEQUÊNCIA |
Logística |
Suprimentos |
Não fornecimento dos insumos necessários. |
Operação parada até que eles estejam disponíveis. |
Meio Ambiente |
Suprimentos |
Falta de água tratada. |
Impedimento do fluxo produtivo por falta de água tratada na etapa de preparação do Mosto. |
Capacidade |
Falta de capacidade de receber descarte de fermento. |
Impedimento de dar continuidade ao processo de fermentação e maturação da cerveja. |
|
Elétrica |
Ruptura |
Falta de manutenção (preventiva, preditiva e/ou corretiva) |
Interrupção do processo de produção devido à quebra de máquinas ou o mau funcionamento delas |
Mecânica |
|||
Instrumentação |
|||
Utilidades |
Suprimentos |
Problemas no fornecimento de vapor, ar comprimido, refrigeração ou energia elétrica. |
Interrupção da produção ou execução de suas operações de maneira inadequada, vindo a produzir abaixo da qualidade esperada. |
Brassagem |
Suprimentos |
Não disponibilidade de mosto ou disponibilidade de mosto fora das especificações. |
Falta de mosto para produção de cerveja (fermentação e maturação) ou produção de cerveja afetada em critérios como qualidade e custo. |
Adegas |
Operacional |
Erros operacionais por parte dos colaboradores. |
Descarte de produto ou problemas em critérios como qualidade, custo, segurança, entre outros. |
Filtração |
Capacidade |
Falta de capacidade ou sobrecapacidade da Filtração em receber cerveja da Adegas. |
Ociosidade ou falta de capacidade da Adegas em produzir cerveja. |
Filtração |
Cliente |
Cerveja fora das especificações. |
Produto a ser retrabalhado, dosado em pequenas quantidades junto a outros lotes ou descartado, gerando alto custo. |
Fonte: Elaboração própria
A Figura 6 apresenta os riscos identificados e que serão avaliados e priorizados na sequência deste artigo.
O risco de Cliente não foi considerado na etapa de avaliação, pois não há dados de impacto ou frequência registrados no sistema referente a este tipo de risco.
Figura 6 - Riscos identificados nos membros Brassagem e Adegas
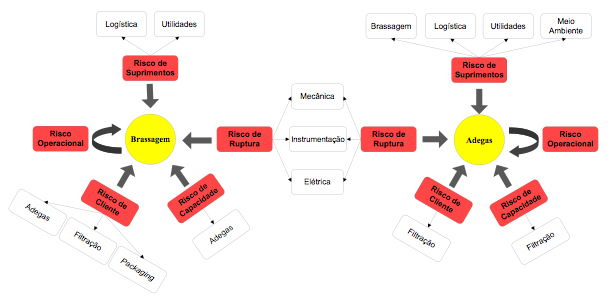
Pode-se observar na Figura 7 os riscos aos quais estão expostos cada membro foco e os respectivos membros que os geram. Estas informações serão utilizadas na etapa de avaliação do risco e na etapa de priorização do risco, apresentadas em seguida.
4.3. Avaliação do risco
Identificados os riscos aos quais os membros Brassagem e Adegas estão expostos, dá-se início a etapa de avaliação. Como esta etapa foi desenvolvida é detalhada a seguir, iniciando pelo caso da Brassagem.
Inicialmente foram levantados, a partir do relatório de produtividade, o tempo médio de parada (impacto) e a quantidade de paradas (frequência) que cada membro gera sobre o membro focal. Os dados referentes ao membro focal Brassagem seguem na Tabela 1.
Tabela 1 - Dados do relatório de produtividade referentes à Brassagem
ELO |
MÊS 1 |
MÊS 2 |
MÊS 3 |
|||
Tempo Médio (minutos) |
Nº de Registros |
Tempo Médio (minutos) |
Nº de Registros |
Tempo Médio (minutos) |
Nº de Registros |
|
Instrumentação |
52,47 |
59 |
38,33 |
06 |
108,46 |
13 |
Mecânica |
105,23 |
22 |
267,5 |
12 |
151,43 |
07 |
Elétrica |
50 |
01 |
160 |
01 |
31,67 |
06 |
Utilidades |
38,33 |
09 |
140,46 |
11 |
80 |
03 |
Logística |
250 |
02 |
270 |
01 |
255 |
01 |
Brassagem |
58,51 |
28 |
40 |
42 |
46,17 |
30 |
Adegas |
71,32 |
83 |
206,25 |
16 |
256,54 |
26 |
Fonte: Elaboração Própria
Da Tabela 1 pode-se fazer a média de registros e a média do tempo indisponível no intervalo de tempo avaliado (Tabela 2). Segue ainda o Índice de Criticidade em minutos (Impacto x Frequência) gerado por cada membro interno e a relação porcentual do Índice de Criticidade que cada membro gera.
Tabela 2 - Média da frequência e do impacto gerados na Brassagem
ELO |
IMPACTO |
FREQUÊNCIA |
ÍNDICE DE CRITICIDADE |
ÍNDICE DE |
TIPO DE RISCO |
Instrumentação |
60,71 |
26 |
1.578,46 |
13,35% |
Ruptura |
Mecânica |
160,61 |
13,67 |
2.195,54 |
18,57% |
Ruptura |
Elétrica |
50 |
2,67 |
133,5 |
1,13% |
Ruptura |
Utilidades |
92,61 |
7,67 |
710,32 |
6,01% |
Suprimentos |
Logística |
256,25 |
1,33 |
340,81 |
2,89% |
Suprimentos |
Brassagem |
47,03 |
33,33 |
1.567,51 |
13,26% |
Operacional |
Adegas |
127,12 |
41,67 |
5.297,09 |
44,80% |
Capacidade |
TOTAL |
- |
- |
11.823,23 |
100% |
- |
Fonte: Elaboração Própria
Baseado na lógica utilizada para a Brassagem, a Tabela 3 apresenta os dados de impacto (Tempo médio) e frequência (nº de registros) do risco sobre o membro Adegas.
Tabela 3 - Dados do relatório de produtividade referentes à Adegas
ELO |
MÊS 1 |
MÊS 2 |
MÊS 3 |
|||
Tempo Médio (minutos) |
Nº de Registros |
Tempo Médio (minutos) |
Nº de Registros |
Tempo Médio (minutos) |
Nº de Registros |
|
Instrumentação |
75 |
06 |
100 |
01 |
540 |
01 |
Mecânica |
359,5 |
04 |
269 |
02 |
1192,67 |
06 |
Elétrica |
30 |
01 |
444,5 |
02 |
710,33 |
03 |
Utilidades |
58,67 |
09 |
60,55 |
04 |
130,91 |
11 |
Logística |
0,0 |
00 |
0,0 |
00 |
0,0 |
00 |
Meio Ambiente |
719 |
01 |
254,5 |
02 |
0,0 |
00 |
Adegas |
117,6 |
07 |
172,07 |
14 |
149,46 |
13 |
Filtração |
891,08 |
37 |
595,88 |
24 |
929,41 |
17 |
Fonte: Elaboração Própria
Com base nos dados disponibilizados na Tabela 3, pode-se observar na Tabela 4 a média de registros, a média do tempo indisponível nos três meses avaliados e relação porcentual de Impacto x Frequência que cada membro gera sobre a o membro em questão.
Tabela 4 - Média da frequência e do impacto gerados nas Adegas
ELO |
IMPACTO Tempo Médio (minutos) |
FREQUÊNCIA |
ÍNDICE DE CRITICIDADE |
ÍNDICE DE |
TIPO DE RISCO |
Instrumentação |
136,25 |
2,67 |
363,79 |
1,28% |
Ruptura |
Mecânica |
761,00 |
4,00 |
3.044 |
10,75% |
Ruptura |
Elétrica |
508,33 |
2,00 |
1.016,66 |
3,59% |
Ruptura |
Utilidades |
92,09 |
8,00 |
736,72 |
2,60% |
Suprimentos |
Logística |
0,0 |
0 |
0,0 |
0,0% |
Suprimentos |
Meio Ambiente |
409,33 |
1,00 |
409,33 |
1,45% |
Suprimentos |
Brassagem |
0,0 |
0 |
0,0 |
0,0% |
Suprimentos |
Adegas |
152,21 |
11,33 |
1.724,54 |
6,09% |
Operacional |
Filtração |
808,60 |
26,00 |
21.023,60 |
74,24% |
Capacidade |
TOTAL |
- |
- |
28.318,64 |
100% |
|
Fonte: Elaboração Própria
Na Figura 7 verifica-se a qual risco e membro deve-se dar prioridade considerando a Brassagem como membro focal.
Figura 7 – Índice de prioridade dos riscos na Brassagem
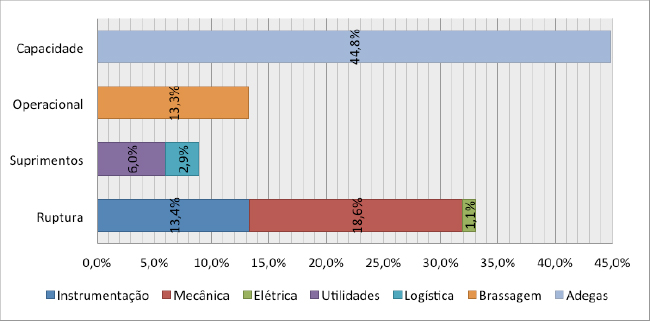
Fonte: Elaboração própria
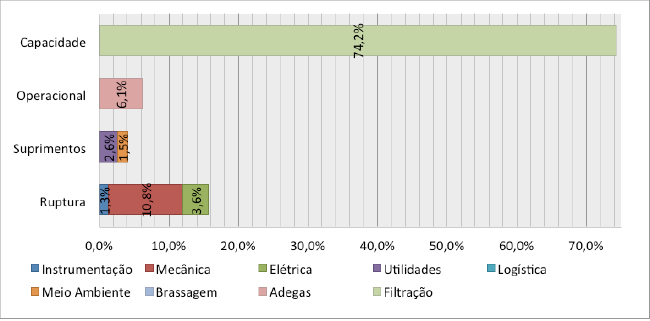
E na Figura 8 verifica-se a qual risco e membro deve-se dar prioridade considerando a Adegas como membro focal.
Figura 8 - Índice de prioridade dos riscos na Adegas
5. Consideraçoes finais
Como abordado ao longo do artigo, embora filosofia da SCM permita obter vários benefícios, o gerenciamento de toda uma cadeia é muito mais complexo e a torna mais vulnerável ao risco.
No caso da cadeia interna, alguns fatores como o foco na eficiência e a utilização de filosofias da produção enxuta a deixam vulnerável a problemas que podem afetar o fluxo financeiro, de materiais, bens, serviços e informação. Logo, há tanto um aumento no potencial de lucratividade como também um aumento potencial de riscos, fazendo necessário buscar reduzir a vulnerabilidade da cadeia a esses riscos.
Seguindo as etapas de identificação e avaliação de risco da SCRM para os membros focais Brassagem e Adegas, constatou-se que:
Com respeito à Brassagem foram identificados e avaliados os riscos de Capacidade (44,8%), de Ruptura (33,05%), Operacional (13,26%) e de Suprimentos (8,90%).
Avaliando os membros, do ponto de vista da frequência, a Adegas é quem mais vezes gera ocorrências (41,67 ocorrências por mês). Com base no maior impacto, a Logística acarreta um impacto médio de 256,25 minutos. Considerando ambos os critérios conjuntamente, tem-se que a Adegas é responsável por 44,80%, ou seja, o membro que mais mantém a Brassagem sem produzir mosto, seguido da Mecânica (18,57%), Instrumentação (13,35%), a própria Brassagem (13,26%), Utilidades (6,01%), Logística (2,89%) e Elétrica (1,13%).
Assim, pode-se inferir que o risco de capacidade é o que mais torna a Brassagem vulnerável ao risco, sendo este ocasionado pela Adegas. Logo, este deve ser tratado com maior prioridade entre os riscos levantados.
Verifica-se ainda que se a Brassagem mitigar apenas o risco gerado por ela mesma (risco operacional), reduzia em, no máximo, apenas 1.500 minutos de paradas ocorridas no seu processo de produção, equivalente a aproximadamente 13% do total de risco avaliado na Brassagem.
Com relação à Adegas, verificou-se a possibilidade dos riscos teve maior peso foi o Risco de Capacidade (74,24%), de Ruptura (15,62%), Operacional (6,09%) e de Suprimentos (4,05%).
A partir da Tabela 4 pode-se concluir que, sob qualquer ponto de vista, a Filtração é quem mais deixa a Adegas vulnerável ao risco, seja com base na frequência (26 ocorrências por mês), no impacto (808,6 minutos) ou em ambos conjuntamente (74,24%).
Verifica-se ainda que a mitigação do risco o próprio membro Adegas, uma redução máxima de apenas 1.700 minutos de parada seria possível, o que equivale a aproximadamente 6% do total.
Avaliando os dois membros focais conjuntamente, pode-se verificar então que grande fatia da indisponibilidade incidente sobre a Brassagem é de responsabilidade da Filtração. Mas, se neste trabalho fossem analisados todos os membros da cadeia, outro membro poderia ser o gargalo da SC interna.
Verifica-se ainda que um único critério para avaliar o risco em SC limita o gerenciamento do mesmo por não permitir uma avaliação mais abrangente do risco. Logo, vários critérios deveriam ser utilizados, o que exigiria o uso de ferramentas que permita avaliar o risco através de múltiplos critérios.
Referências
Asbjornslett, B. E. (2009); Assessing the Vulnerability of Supply Chains, in: Supply Chain Risk: A Handbook of Assessment, Management, and performance; Zsidisin, G. A.; Ritchie, B. NY: Springer, p. 15-34.
BARTH-HAAS GROUP.Beer production:Market Leaders and their Challengers in the top 40 countries in 2011. Acesso em: 03 maio 2013. Disponível em: http://www.barthhaasgroup.com.
Blanchard, D. (2010) Supply Chain Management: Best Practices. 2ª edition, New Jersey: Wiley.
Childerhouse, P.; Towill, D.R. (2011); “Arcs of supply chain integration”, International Journal of Production Research. v. 49, n. 24, p. 7441–7468.
Christopher, M. Logística e gerenciamento da cadeia de suprimentos: criando redes que agregam valor. São Paulo: Thomson Learning, 2007.
Fleury, A. (2010); Planejamento do projeto de pesquisa e definição do modelo teórico, in: Metodologia de Pesquisa em engenharia de produção e gestão de operações; Miguel, P. A. C. Rio de Janeiro: Elsevier, p. 31-44.
Hallikas, J. et al. (2004); “Risk management processes in supplier networks”, International Journal of Production Economics, v. 90, p. 47 – 58.
Jüttner, U.; Peck, H.; Christopher, M., (2003); “Supply chain risk management: outlining an agenda for future research”, International Journal of Logistics: Research & Applications, v. 6, n. 4, p. 197-210.
Jüttner; U.; Ziegenbein, A. (2009); Supply Chain Risk Management for Small and Medium-Sized Business. in: Supply Chain Risk: A Handbook of Assessment, Management, and performance; Zsidisin, G. A.; Ritchie, B. NY: Springer, p. 199-217.
Lambert, D.M. et al. (1998); “Supply chain management: implementation issues and research opportunities”, The international Journal of Logistics Management, v.9, n. 2, p. 1-19.
Lavastre et al. (2012); “Supply chain risk management in French companies”. Decision Support Systems, v. 52, p. 828-838.
Norrman, A.; Jansson, U. (2004); “Ericsson’s proactive supply chain risk management approach after a serious sub-supplier accident”, International Journal of Physical Distribution & Logistics Management, v. 34, n. 5, p. 434 – 456.
Oliveira, T. K. (2012); Proposta de uma classificação de riscos em cadeias de suprimentos: Uma aplicação no setor sucroalcooleiro. Dissertação (Mestrado em Engenharia de Produção) – Universidade Federal da Paraíba, João Pessoa.
Pires, S. R. I. Gestão da Cadeia de Suprimentos. São Paulo: Atlas, 2004.
Pires, S.; Sacomano Neto, M. (2010); “Características estruturais, relacionais e gerenciais na cadeia de suprimentos de um condomínio industrial na indústria automobilística”, Produção,v.20,n.2, p. 172-185.
Reinold, M. R. (2011); “O Mercado cervejeiro brasileiro atual: Potencial de Crescimento”, Revista Indústria de Bebidas, ano 10, n. 57, p. 28-30.
Shi, D. (2004); “A review of enterprise supply chain risk management”, Journal of Systems Engineering, v. 13, n. 2, p. 219-244.
Slack, N. (1993); Vantagem Competitiva em Manufatura: atingindo competitividade nas operações industriais.São Paulo: Atlas.
Slack, N. et al. (2009), Administração da Produção. 3ª edição, São Paulo: Atlas, 2009.
Supply Chain Council (2010); Supply-chain Operations Reference Model: SCOR version 10.0 Overview.
Tummala, R.; Schoenherr, T. (2011); “Assessing and managing risks using the Supply Chain Risk Management Process (SCRMP)”. Supply Chain Management: An International Journal, v. 16, n. 6, p. 474-483.
Wang, D.; Yang, Z. (2007); “Risk Management of global supply chain”, International Conference on automation and logistics, Jinan, China.
Zsidisin, G. A.; Ritchie, B. (2009); Supply Chain Risk Management – Developments, Issues and Challenges. in: Supply Chain Risk: A Handbook of Assessment, Management, and performance; Zsidisin, G. A.; Ritchie, B. NY: Springer, p. 1-12.